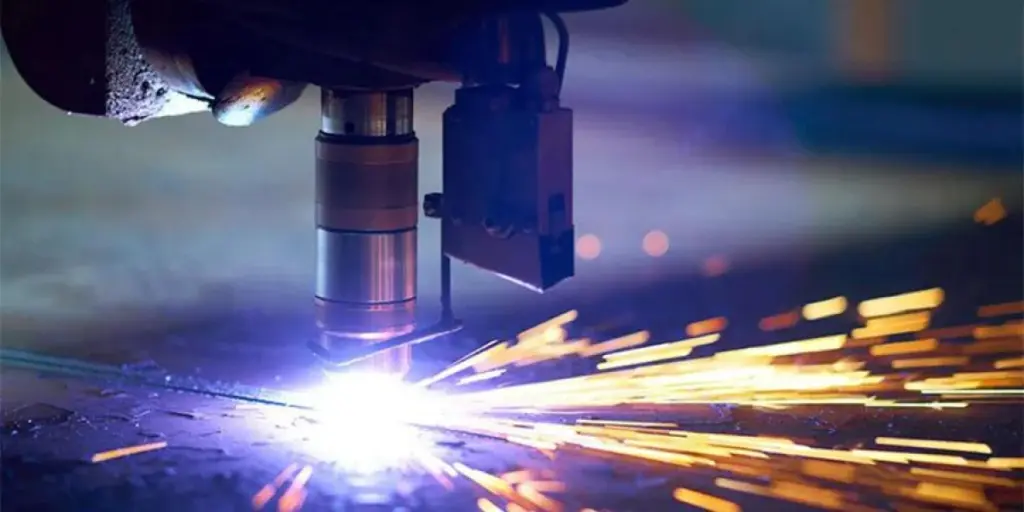
এই প্রবন্ধে, আমরা প্লাজমা কাটার মানের উপর প্রভাব ফেলতে পারে এমন সবচেয়ে গুরুত্বপূর্ণ বিষয়গুলি নিয়ে আলোচনা করব।
মাঝারি গ্যাস
কাটার প্রক্রিয়ার জন্য গ্যাস ব্যবহার করা হয়। এই প্রক্রিয়ায় একাধিক গ্যাস ব্যবহার করা যেতে পারে, উদাহরণস্বরূপ, একটি প্রাথমিক গ্যাস এবং দ্বিতীয় গ্যাস। বর্তমানে, তুলনামূলকভাবে কম খরচের কারণে বায়ু মাঝারি গ্যাস হিসেবে ব্যাপকভাবে ব্যবহৃত হয়। কিছু সরঞ্জামের জন্য আর্ক স্টার্টিং গ্যাসেরও প্রয়োজন হয়। কাজের জন্য নির্বাচিত প্রকৃত প্রক্রিয়াটি ওয়ার্কপিসের উপাদান এবং বেধ এবং ব্যবহৃত কাটার পদ্ধতির উপর নির্ভর করে।
মাঝারি গ্যাসটি প্লাজমা জেট তৈরি করতে এবং কাটার প্রক্রিয়ায় উৎপন্ন গলিত ধাতু এবং অক্সাইড অপসারণ করতে ব্যবহৃত হয়। অতিরিক্ত গ্যাস প্রবাহ আরও বেশি চাপ তাপ কেড়ে নেবে, যার ফলে জেটের দৈর্ঘ্য ছোট হয়ে যাবে, যার ফলে কাটার ক্ষমতা হ্রাস পাবে এবং চাপ অস্থিরতা দেখা দেবে। খুব কম গ্যাস প্রবাহের ফলে প্লাজমা চাপ তার সরলতা এবং কাটার শক্তি হারাবে। এটি একটি অগভীর কাট তৈরি করে এবং স্ল্যাগ তৈরির সম্ভাবনা বেশি। অতএব, গ্যাস প্রবাহকে কাটিংয়ের বর্তমান এবং গতির সাথে সামঞ্জস্যপূর্ণ হতে হবে। প্লাজমা চাপ কাটার মেশিনগুলি বেশিরভাগ ক্ষেত্রে প্রবাহ হার নিয়ন্ত্রণ করতে গ্যাস চাপের উপর নির্ভর করে কারণ যখন টর্চ অ্যাপারচার স্থির করা হয়, তখন গ্যাস চাপও প্রবাহ হার নিয়ন্ত্রণ করে। উপাদানের একটি নির্দিষ্ট পুরুত্ব কাটার জন্য ব্যবহৃত গ্যাস চাপ সাধারণত গ্রাহকের প্রয়োজনীয়তার স্পেসিফিকেশন অনুসারে নির্বাচন করা হয়। কিছু বিশেষ অ্যাপ্লিকেশনের জন্য, গ্যাস চাপ নির্ধারণের জন্য পরীক্ষা করতে হবে। সর্বাধিক ব্যবহৃত গ্যাসগুলির মধ্যে রয়েছে আর্গন, নাইট্রোজেন, অক্সিজেন, বায়ু, H35 এবং আর্গন-নাইট্রোজেন মিশ্র গ্যাস।
উত্তর: বাতাসে প্রায় ৭৮% নাইট্রোজেন থাকে; আয়তনের দিক থেকে, বাতাস দিয়ে কাটা এক ধরণের স্ল্যাগ তৈরি করে যা নাইট্রোজেন দিয়ে কাটার মতোই। বাতাসেও প্রায় ২১% অক্সিজেন থাকে। অক্সিজেনের উপস্থিতি কাটার প্রক্রিয়াকে দ্রুততর করতে পারে। কম-কার্বন ইস্পাত উপকরণ কাটাও উচ্চ গতিতে করা যেতে পারে। উপরন্তু, বাতাস কম খরচে একটি অত্যন্ত সহজলভ্য সম্পদ। এই তথ্যগুলি বাতাসকে ব্যাপকভাবে গৃহীত মাঝারি গ্যাসে পরিণত করে। তবে, কাটার জন্য শুধুমাত্র বাতাস ব্যবহার করার অসুবিধা রয়েছে, যেমন স্ল্যাগ, কাট জারণ এবং নাইট্রোজেন বৃদ্ধি। উপরন্তু, ইলেক্ট্রোড এবং নজলের জীবনকাল হ্রাস পাওয়ার ফলে উৎপাদনশীলতা নেতিবাচকভাবে প্রভাবিত হতে পারে এবং খরচ বেড়ে যেতে পারে।
খ. অক্সিজেন হালকা ইস্পাতের উপকরণ কাটার গতি বাড়াতে পারে। এই অর্থে, কাটার জন্য অক্সিজেন ব্যবহার শিখা কাটার মতোই। উচ্চ-তাপমাত্রা এবং উচ্চ-শক্তির প্লাজমা আর্ক কাটার প্রক্রিয়াটিকে দ্রুততর করে তোলে। তবে, ইলেক্ট্রোডের আয়ু বাড়ানোর জন্য, এই প্রক্রিয়াটি এমন একটি ইলেক্ট্রোড দিয়ে সম্পাদন করতে হবে যা উচ্চ-তাপমাত্রার জারণ প্রতিরোধ করে এবং আর্সিংয়ের সময় আঘাত থেকে সুরক্ষিত থাকে।
গ. হাইড্রোজেন সাধারণত অন্যান্য গ্যাসের সাথে মিশ্রিত করার জন্য সহায়ক গ্যাস হিসেবে ব্যবহৃত হয়। উদাহরণস্বরূপ, সুপরিচিত গ্যাস H35, যা 35% হাইড্রোজেন এবং 65% আর্গনের মিশ্রণ, হাইড্রোজেনের উপস্থিতির কারণে শক্তিশালী প্লাজমা আর্ক কাটার শক্তি সম্পন্ন গ্যাসগুলির মধ্যে একটি। হাইড্রোজেন আর্ক ভোল্টেজ উল্লেখযোগ্যভাবে বৃদ্ধি করতে পারে, তাই হাইড্রোজেন প্লাজমা জেটের উচ্চ এনথালপি মান থাকে। আর্গনের সাথে মিশ্রিত করলে, এর প্লাজমা জেট কাটার শক্তি ব্যাপকভাবে উন্নত হয়। সাধারণত, 70 মিমি-এর বেশি পুরুত্বের ধাতব পদার্থের জন্য, আর্গন + হাইড্রোজেন সাধারণত গ্যাস হিসাবে ব্যবহৃত হয়। যদি আর্গন + হাইড্রোজেন প্লাজমা আর্ককে আরও সংকুচিত করার জন্য একটি জলের জেট ব্যবহার করা হয়, তাহলে উচ্চতর কাটার দক্ষতাও অর্জন করা যেতে পারে।
ঘ. নাইট্রোজেন একটি সাধারণভাবে ব্যবহৃত গ্যাস। উচ্চ ভোল্টেজ দ্বারা চালিত, নাইট্রোজেন প্লাজমা আর্ক আর্গনের তুলনায় ভালো স্থিতিশীলতা এবং উচ্চ জেট শক্তি প্রদান করে, এমনকি স্টেইনলেস স্টিলের মতো উচ্চ সান্দ্রতাযুক্ত উপকরণ দিয়ে তরল ধাতু কাটার সময়ও। নিকেল-ভিত্তিক সংকর ধাতু কাটার জন্য, কাটার নীচের প্রান্তে ড্রসের পরিমাণও কম। নাইট্রোজেন একা ব্যবহার করা যেতে পারে বা অন্যান্য গ্যাসের সাথে মিশ্রিত করা যেতে পারে। উদাহরণস্বরূপ, স্বয়ংক্রিয় কাটিয়া প্রক্রিয়ায় নাইট্রোজেন এবং বায়ু প্রায়শই মাঝারি গ্যাস হিসাবে ব্যবহৃত হয়। এই দুটি গ্যাস কার্বন ইস্পাতের উচ্চ-গতির কাটার জন্য প্রস্তাবিত বিকল্প হয়ে উঠেছে। কখনও কখনও নাইট্রোজেন অক্সিজেন প্লাজমা আর্ক কাটার জন্য শুরুর গ্যাস হিসাবেও ব্যবহৃত হয়।
E. উচ্চ তাপমাত্রায় আর্গন গ্যাস কোনও ধাতুর সাথে খুব কমই বিক্রিয়া করে এবং আর্গন প্লাজমা আর্ক খুবই স্থিতিশীল থাকে। তাছাড়া, ব্যবহৃত নজল এবং ইলেকট্রোডগুলির দীর্ঘ পরিষেবা জীবন থাকে। তবে, আর্গন প্লাজমা আর্কের ভোল্টেজ কম, এনথ্যালপি মান বেশি নয় এবং কাটার শক্তি সীমিত। বায়ু কাটার তুলনায়, কাটার পুরুত্ব প্রায় 25% হ্রাস পাবে। এছাড়াও, আর্গন গ্যাস সুরক্ষা পরিবেশে, গলিত ধাতুর পৃষ্ঠ টান তুলনামূলকভাবে বড়, যা নাইট্রোজেন পরিবেশের তুলনায় প্রায় 30% বেশি, তাই আরও বেশি স্ল্যাগ তৈরি হবে। এমনকি আর্গন এবং অন্যান্য গ্যাসের মিশ্রণ দিয়ে কাটার ফলেও স্ল্যাগ তৈরির সম্ভাবনা থাকে। অতএব, প্লাজমা কাটার জন্য বিশুদ্ধ আর্গন খুব কমই একা ব্যবহার করা হয়।
কাটার গতি
প্লাজমা কাটিং মেশিন কেনার সময় কাটার গতিও একটি প্রধান বিবেচ্য বিষয়। প্রতিটি প্লাজমা কাটিং সিস্টেমের একটি পরিকল্পিত গতি পরিসীমা থাকে। ব্যবহারকারীরা পণ্যের নির্দেশাবলী অনুসারে বা পরীক্ষা করে গতি সামঞ্জস্য করতে পারেন। সাধারণভাবে, বেধ, উপাদান, গলনাঙ্ক, তাপ পরিবাহিতা এবং ওয়ার্কপিস গলানোর পরে পৃষ্ঠের টানের মতো বিষয়গুলির উপর ভিত্তি করে গতি নির্ধারণ করা যেতে পারে।
কাটার গতি মাঝারিভাবে বৃদ্ধি করলে কাটার মান উন্নত হতে পারে। এটি কাটা অংশটিকে কিছুটা সরু করে এবং কাটা পৃষ্ঠকে মসৃণ করে, যার ফলে বিকৃতির সম্ভাবনা কমে যায়।
যদি কাটার গতি খুব বেশি হয়, তাহলে কাটার রৈখিক শক্তি প্রয়োজনীয় শক্তির চেয়ে কম হতে পারে। স্লিটের জেটটি তাৎক্ষণিকভাবে গলিত পদার্থকে উড়িয়ে দিতে পারে না, তাই প্রচুর পরিমাণে ট্রেলিং ড্র্যাগ তৈরি হয়।
যদি কাটার গতি খুব কম হয়, তাহলে অতিরিক্ত গরম হয়। প্লাজমা আর্কের অ্যানোডই হল সেই জায়গা যেখানে আসলে কাটা হয়। অতএব, আর্কের স্থিতিশীলতা বজায় রাখার জন্য, সিএনসি স্পট অনিবার্যভাবে আর্কের সবচেয়ে কাছের স্লিটের কাছে একটি পরিবাহী প্রবাহে পরিণত হয়। এইভাবে, জেটটি আরও তাপ রেডিয়ালি প্রেরণ করে। এই ক্ষেত্রে, ছেদটি প্রশস্ত করা হয়। ছেদের উভয় পাশের গলিত উপাদান নীচের প্রান্ত বরাবর জড়ো হয় এবং শক্ত হয়ে যায়, একটি স্ল্যাগ তৈরি করে যা পরিষ্কার করা সহজ নয়, এবং ছেদের উপরের প্রান্তটি উত্তপ্ত হয়ে গলে একটি গোলাকার কোণ তৈরি করে।
যখন গতি অত্যন্ত কম থাকে, তখন ছেদটি খুব প্রশস্ত হওয়ার কারণে চাপটি এমনকি নিভে যাবে।
বর্তমান
কারেন্ট (অ্যাম্পেরেজ) কাটিং এর বেধ এবং গতি নির্ধারণ করে। অতএব, উচ্চমানের দ্রুত কাটিং করার জন্য কারেন্ট একটি গুরুত্বপূর্ণ বিষয়। বিশেষ করে, কারেন্ট এই দিকগুলিকে প্রভাবিত করে:
- উচ্চতর কারেন্টের সাথে, সিস্টেমটি উচ্চতর আর্ক শক্তি, উচ্চতর কাটিয়া শক্তি এবং উচ্চতর কাটিয়া গতি উৎপন্ন করে।
- উচ্চতর স্রোতের সাথে, সিস্টেমটি একটি বৃহত্তর ব্যাসের একটি চাপ তৈরি করে, যা একটি ঘন কাটা তৈরি করে।
- তবে, অতিরিক্ত বিদ্যুৎ প্রবাহ নজলের উপর অস্বাভাবিক তাপীয় চাপ সৃষ্টি করে। এর ফলে নজলের আয়ু কম হয় এবং কাটার মানের উপর নেতিবাচক প্রভাব পড়ে।
আপনার প্লাজমা কাটিং সিস্টেমের পাওয়ার সাপ্লাই অবশ্যই কাটিং এর জন্য পরিকল্পিত অ্যাম্পেরেজের সাথে মিলতে হবে। পর্যাপ্ত অ্যাম্পেরেজের চেয়ে বেশি হলে অপ্রয়োজনীয় খরচ হয়। তবে, খুব কম অ্যাম্পেরেজ কেবল কাটিং কর্মক্ষমতাকেই নেতিবাচকভাবে প্রভাবিত করতে পারে না বরং কাটিং সিস্টেমের ক্ষতিও করতে পারে।
অগ্রভাগের উচ্চতা
নজলের উচ্চতা বলতে নজলের শেষ মুখ এবং ওয়ার্কপিসের মধ্যবর্তী দূরত্বকে বোঝায়, যা পুরো আর্ক দৈর্ঘ্যের অংশ। প্লাজমা আর্ক কাটিং সাধারণত একটি ধ্রুবক কারেন্ট বা খাড়া ড্রপ বহিরাগত পাওয়ার সাপ্লাই ব্যবহার করে।
উচ্চতা বৃদ্ধির প্রভাব:
যখন নজলের উচ্চতা বৃদ্ধি করা হয়, তখন অ্যাম্পেরেজের সামান্য পরিবর্তন হয়। তবে, বর্ধিত চাপের দৈর্ঘ্য আর্কের ভোল্টেজ বৃদ্ধি করে এবং এর ফলে আর্কের শক্তি বৃদ্ধি পায়। একই সময়ে, দীর্ঘ চাপের ফলে আশেপাশের পরিবেশের সংস্পর্শে বেশি আসে এবং এর ফলে আরও শক্তির ক্ষতি হয়। এই শক্তির ক্ষতি অনিবার্যভাবে কার্যকর কাটিংয়ের শক্তি হ্রাস করে, যার ফলে কাটার শক্তি হ্রাস পায়। এই ক্ষেত্রে, যেহেতু কাটিং জেটের ব্লোয়িং ফোর্স দুর্বল হয়ে যায়, তাই আপনি ছেদের নীচের প্রান্তে আরও অবশিষ্ট স্ল্যাগ খুঁজে পেতে পারেন এবং উপরের প্রান্তটি অতিরিক্ত গলিত হয়ে গোলাকার কোণ তৈরি হয়। এছাড়াও, প্লাজমা জেটের আকৃতি বিবেচনা করে, টর্চের মুখ থেকে বেরিয়ে আসার পরে জেটের ব্যাস বাইরের দিকে প্রসারিত হয় এবং নজলের উচ্চতা বৃদ্ধি অনিবার্যভাবে কাটার প্রস্থ বৃদ্ধি করে। অতএব, কাটার গতি এবং কাটার গুণমান উন্নত করার জন্য, ব্যবহারকারীরা সাধারণত যতটা সম্ভব ছোট নজলের উচ্চতা নির্বাচন করেন।
কম উচ্চতার প্রভাব
তবে, যখন নজলের উচ্চতা খুব কম থাকে, তখন এটি দ্বি-চাপযুক্ত ঘটনা ঘটাতে পারে। সিরামিক বাইরের নজল ব্যবহার করে, আপনি নজলের উচ্চতা শূন্যে সেট করতে পারেন; অর্থাৎ, নজলের শেষ মুখটি সরাসরি ওয়ার্কপিসের সাথে যোগাযোগ করে এবং একটি উচ্চ-মানের কাটা তৈরি করে।
আর্ক শক্তি
একটি অত্যন্ত সংকুচিত প্লাজমা আর্ক তৈরি করতে, নজলটি একটি ছোট নজল অ্যাপারচার এবং একটি দীর্ঘ গর্ত দৈর্ঘ্য ব্যবহার করে এবং শীতলকরণ প্রভাবকে শক্তিশালী করে। এটি নজলের কার্যকর ক্রস সেকশনের মধ্য দিয়ে প্রবাহিত কারেন্টকে বাড়িয়ে তুলতে পারে যার ফলে চাপের শক্তি ঘনত্ব বৃদ্ধি পায়। তবে, উচ্চতর সংকোচনের ফলে চাপের শক্তি হ্রাসও বৃদ্ধি পায়। অতএব, কাটার জন্য ব্যবহৃত কার্যকর শক্তি বিদ্যুৎ সরবরাহ দ্বারা উৎপাদিত পাওয়ার আউটপুটের চেয়ে কম। ক্ষতির হার সাধারণত 25% থেকে 50% এর মধ্যে থাকে। কিছু নির্দিষ্ট পদ্ধতিতে, যেমন জল সংকোচন প্লাজমা আর্ক, শক্তি হ্রাসের হার বেশি হবে। আপনার কাটার প্রক্রিয়া ডিজাইন করার সময় এবং আপনার খরচ পরিকল্পনা করার সময় আপনাকে এটিও বিবেচনা করতে হবে।
বেশিরভাগ শিল্পক্ষেত্রে, ৫০ মিমি-এর কম পুরুত্বের ধাতব প্লেট কাটার জন্য প্লাজমা কাটিং ব্যবহার করা হয়। এই পুরুত্বের সীমার মধ্যে প্রচলিত প্লাজমা আর্ক দিয়ে কাটার ফলে প্রায়শই কাটার উপরের প্রান্ত বরাবর কাটার আকারে বিচ্যুতি দেখা দেয় এবং এর ফলে প্রয়োজনীয় অতিরিক্ত প্রক্রিয়াকরণের পরিমাণ বৃদ্ধি পায়। কার্বন ইস্পাত, অ্যালুমিনিয়াম এবং স্টেইনলেস স্টিল কাটতে অক্সিজেন এবং নাইট্রোজেন প্লাজমা আর্ক ব্যবহার করার সময়, যদি প্লেটের পুরুত্ব ১০ ~ ২৫ মিমি-এর মধ্যে হয়, তাহলে সাধারণত উপাদান যত পুরু হবে, শেষ প্রান্তের লম্বতা তত ভালো হবে। কাটিং এজের কোণ সহনশীলতা ১-৪ °। যদি প্লেটের পুরুত্ব ১ মিমি-এর কম হয়, তাহলে প্লেটের পুরুত্ব কমে যাওয়ার সাথে সাথে, ছেদ কোণের বিচ্যুতি ৩ ° - ৪ ° থেকে ১৫ ° - ২৫ ° পর্যন্ত বৃদ্ধি পায়।
সাধারণত বিশ্বাস করা হয় যে প্লাজমা আর্কের শক্তি নীচের অংশের চেয়ে কাটা অংশের উপরের অংশে বেশি নির্গত হয়। শক্তি নির্গমনের এই ভারসাম্যহীনতা অনেক প্রক্রিয়া পরামিতির সাথে ঘনিষ্ঠভাবে সম্পর্কিত, যেমন প্লাজমা আর্ক সংকোচনের মাত্রা, কাটার গতি এবং নজল এবং ওয়ার্কপিসের মধ্যে দূরত্ব। আর্কের সংকোচন বৃদ্ধি উচ্চ-তাপমাত্রার প্লাজমা জেটকে আরও অভিন্ন উচ্চ-তাপমাত্রা এলাকা তৈরি করতে প্রসারিত করতে পারে এবং একই সাথে, জেটের বেগ বৃদ্ধি করতে পারে, যা উপরের এবং নীচের কাটগুলির মধ্যে প্রস্থের পার্থক্য হ্রাস করতে পারে। তবে, প্রচলিত নজলের অতিরিক্ত সংকোচনের ফলে প্রায়শই ডাবল আর্কিং হয়, যা কেবল ইলেক্ট্রোড এবং নজল গ্রহণ করে না, প্রক্রিয়াটিকে অসম্ভব করে তোলে বরং কাটার গুণমানও হ্রাস করে। এছাড়াও, অত্যধিক উচ্চ গতি এবং অত্যধিক উচ্চ নজলের উচ্চতা কাটার উপরের এবং নীচের প্রস্থের মধ্যে পার্থক্য বাড়িয়ে তুলবে।
সূত্র থেকে স্টাইলসিএনসি
দাবিত্যাগ: উপরে উল্লিখিত তথ্য Chovm.com থেকে স্বাধীনভাবে Stylecnc দ্বারা সরবরাহ করা হয়েছে। Chovm.com বিক্রেতা এবং পণ্যের গুণমান এবং নির্ভরযোগ্যতা সম্পর্কে কোনও প্রতিনিধিত্ব বা ওয়ারেন্টি দেয় না।



