دو روش محبوب برش در تولید، برش لیزری و جت آب است. بهترین روش با توجه به نوع ماده مورد پردازش و نتیجه مطلوب تعیین می شود. اما قبل از آن، مهم است که تغییرات اساسی بین این دو فرآیند و موادی که آنها با آنها سازگار هستند در نظر بگیریم. برای درک کامل هر روش برش به خواندن ادامه دهید.
فهرست مندرجات
بازار برش لیزر و واتر جت
آشنایی با فرآیندهای برش لیزر و واتر جت
برش لیزر در مقابل جت آب: کدام روش کارآمدتر است؟
بازار برش لیزر و واتر جت
بازار جهانی دستگاه های برش جت آب دلار ارزش داشت 969.2 میلیون دلار در سال 2019 و پیش بینی می شود که از سال 5.1 تا 2020 با CAGR 2027 درصد رشد کند. پذیرش فزاینده فرآیندهای برش سازگار با محیط زیست در صنایع مختلف مانند نساجی، خودروسازی، بسته بندی و الکترونیک یکی از عوامل اصلی رشد بازار است. علاوه بر این، افزایش اتوماسیون فرآیندها باعث افزایش تقاضا در سراسر صنایع برای ماشین آلات پیشرفته شده است.
بازار جهانی دستگاه های برش لیزر دلار آمریکا ارزش گذاری شد 5.96 میلیارد دلار و پیش بینی می شود تا سال 8.40 با CAGR 2030 درصد رشد کند. افزایش نیاز به تولید در سراسر صنایع تولیدی و نیاز به کاهش مشارکت انسان در بهبود خروجی های فرآوری فلزات باعث رشد در این بخش شده است.
آشنایی با فرآیندهای برش لیزر و واتر جت
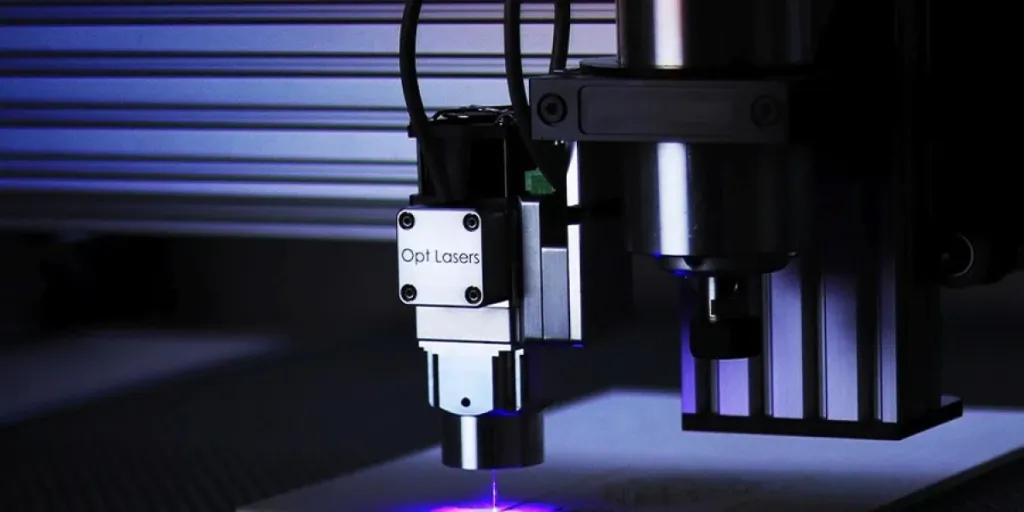
برش لیزری چیست؟
A لیزر دستگاه برش با استفاده از لیزر CO2 انرژی تولید می کند، که سپس از طریق پرتویی که توسط آینه ها هدایت می شود و به سمت مواد هدایت می شود، منتقل می شود. را لیزر منبع در داخل دستگاه قرار دارد و پرتو می تواند بین 1500 تا 2600 وات تولید کند. آنها با مواد مختلفی از جمله چوب، شیشه، پلاستیک و همه فلزات به جز فلزات بازتابنده کار می کنند. با این حال، برش مواد مخلوط با نقاط ذوب مختلف می تواند با لیزر چالش برانگیز شود. به دلیل هدایت پرتو صلب، ساختارهای دارای حفره و مواد سه بعدی نیز با پرتو لیزر CO3 برش دشوار است.
لیزر برش روی موادی با ضخامت های 0.12 و 0.4 به خوبی کار می کند و معمولا برای برش ورق های مسطح با ضخامت متوسط استفاده می شود. علاوه بر برش، دستگاه برش لیزر CO2 می تواند فرسایش، حکاکی، جوشکاری، حفاری و ساختار را انجام دهد.
اقدامات دقیق و ایمنی
دقت موضوعی نیست لیزر برش زیرا حداقل اندازه شکاف برش بسته به سرعت لیزر می تواند به 0.006 اینچ برسد. از سوی دیگر، در صورت عدم رعایت فاصله مناسب، مواد نازکتر ممکن است تحت فشار گاز قرار گیرند و در نتیجه سوراخ شدن جزئی ایجاد شود. تنش حرارتی همچنین می تواند باعث تغییر شکل و تغییرات ساختاری جزئی شود و ماده می تواند مخطط به نظر برسد.
برش لیزری ممکن است دود و گرد و غبار تولید کند. برخی از فلزات و پلاستیک می توانند بخارات سمی تولید کنند. بنابراین، هنگام کار با لیزر CO2، تهویه لازم است دستگاه. با این حال، خطر کلی استفاده از چنین ماشینی، و همچنین میزان ضایعات تولید شده و زمان لازم برای تمیز کردن، نسبتاً کم است.
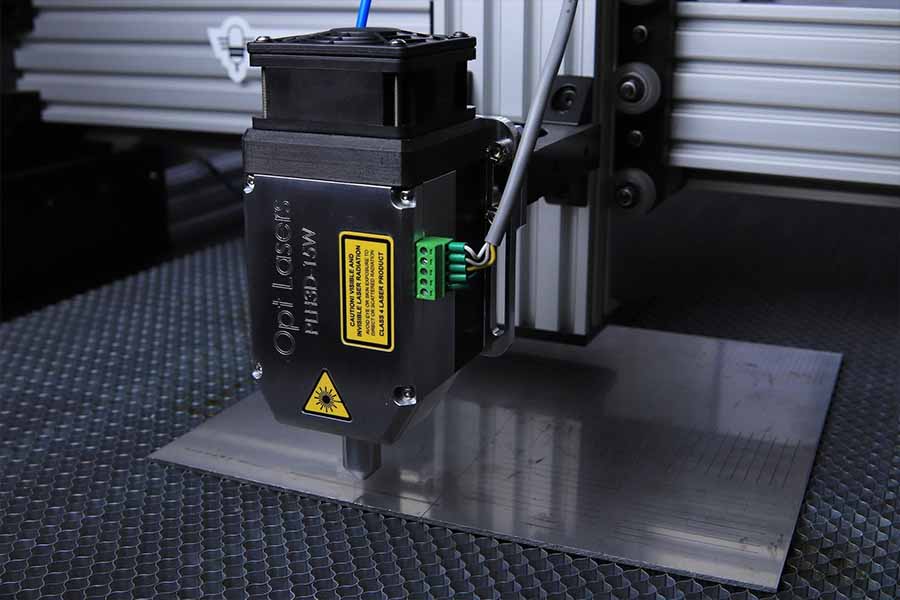
برش با جت آب چیست؟
جت آب برش از آب تحت فشار برای برش مواد استفاده کنید، و محل کار و پمپ اغلب از هم جدا هستند، برخلاف برش های لیزری که منبع لیزر را در داخل دستگاه دارند. ساینده هایی مانند اکسید آلومینیوم و گارنت اغلب برای بهبود توانایی برش استفاده می شوند. به طور کلی روند در طبیعت شبیه فرسایش است اما سریعتر و متمرکزتر است - یک پمپ فشار بالا آب را از طریق یک شیلنگ سفت و سخت منتقل می کند و در نتیجه یک جت آب ایجاد می شود. این جت آب دارای محدوده توان 4 تا 7 کیلووات می باشد.
جت آب برش می توانند از طریق هر ماده ای، از جمله ترکیب مواد، برش دهند، اما خطر لایه برداری را دارند. این ماشینها میتوانند گاهی اوقات برش مواد سه بعدی را انجام دهند، اما با مواد ساندویچی و حفرهها دست و پنجه نرم میکنند، و برش مواد با دسترسی محدود ممکن است اما چالش برانگیز است.
جت های آبی می تواند فرسایش، برش و ساختاربندی را انجام دهد و به ویژه برای موادی مانند سرامیک، سنگ و فلزات ضخیم با ضخامت های 0.4 تا 2 اینچ مفید است.
اقدامات دقیق و ایمنی
جت آب برش دقت کمتری نسبت به برش لیزری دارد زیرا حداقل اندازه برش 0.2 اینچ است. علاوه بر این، به دلیل استفاده از سطح بالایی از نیرو، مواد کوچک عملکرد ضعیفی دارند و باید به آرامی با آنها کار کرد.
اگر چه تنش حرارتی مشکلی نیست، اما هنگام از بین بردن سوراخ شدن، مواد ساینده اضافه شده به آن اضافه می شود آب جت می تواند باعث شود سطح مواد سندبلاست شده به نظر برسد. بنابراین هنگام استفاده از الف باید از عینک برای محافظت از چشم استفاده شود جت آب کاتر علاوه بر این، کل فرآیند پر سر و صدا است و به زمان تمیز کردن قابل توجهی نیاز دارد زیرا مواد ساینده با آب مخلوط می شوند.
تفاوت بین برش لیزر و واتر جت
نوع مواد: هم واتر جت و هم لیزر برای برش فلزات موثر هستند. با این حال، به دلیل عملکردهای فشار بالا، جت آب برای مواد سفت تر با ضخامت های 0.4 تا 2 اینچ مناسب تر است. در مقابل، برش لیزری برای مواد نازک تر با ضخامت های 0.12 و 0.4 اینچ بهترین کار را دارد.
سرعت و سرعت دقیق: لیزر برش بسیار سریعتر از واتر جت است و قابلیت های دقت بالاتری دارد، با تحمل +/-0.005 اینچ بسته به سرعت دستگاه لیزر. از طرفی واتر جت برش دارای تحمل +/-0.03 اینچ.
هزینه: لیزر برش به دلیل تقاضای زیاد برای فرآیند، هیچ هزینه ابزاری ندارند و هزینه قطعات پایینی دارند. از طرف دیگر کاترهای واتر جت به دلیل مواد مصرفی دارای نرخ قطعه بالایی هستند اما بدون هزینه ابزار. برش لیزری گرانتر از جت آب است برنده به طور کلی، اما جدا از قیمت اولیه خرید، هزینه های نگهداری و بهره برداری بسیار کمتر است.
زمان پاکسازی: لیزر برش می تواند گهگاه بر روی سطوح برش خورده اجزا ایجاد کند و برای حداکثر صافی، ایمنی و کارایی، نیاز به سوراخ کردن دارد. در مقابل، جت آب برش اجزای برش را صاف و آماده برای استفاده میگذارد و پس از برش به حداقل تمیزکاری نیاز دارد.
شباهت های بین واتر جت و برش لیزری

انعطاف پذیری: هر دو لیزر و فرآیندهای برش با جت آب بسیار متنوع هستند و می توانند با بسیاری از مواد از جمله فلزات، چوب، مس و برنز کار کنند. آنها همچنین بسیار سازگار هستند، و اجازه می دهند سفارشی سازی برای رفع نیازهای خاص کسب و کار.
طراحی شده برای اتوماسیون: هر دو فرآیند دقت بالا و دقت در طیف گسترده ای از برنامه ها، آنها را برای ماهیت تکراری فرآیندهای خودکار مناسب می کند. آنها می توانند بارها و بارها همان برش ها را با دقت انجام دهند و اطمینان حاصل کنند ثبات در سراسر دسته های محصول
عرض باریک: اصطلاح "عرض کرف" در برش مواد، مقدار مواد از دست رفته با هر برش را توصیف می کند. لیزر و برش با جت آب هر دو باعث ایجاد پهنای پایه کوچک می شوند، که اولی دارای عرض مغزی فوق العاده نازک است و دومی به طور متوسط حدود 0.01 اینچ است. این برش های نازک امکان طراحی های پیچیده و پایان جزئیات
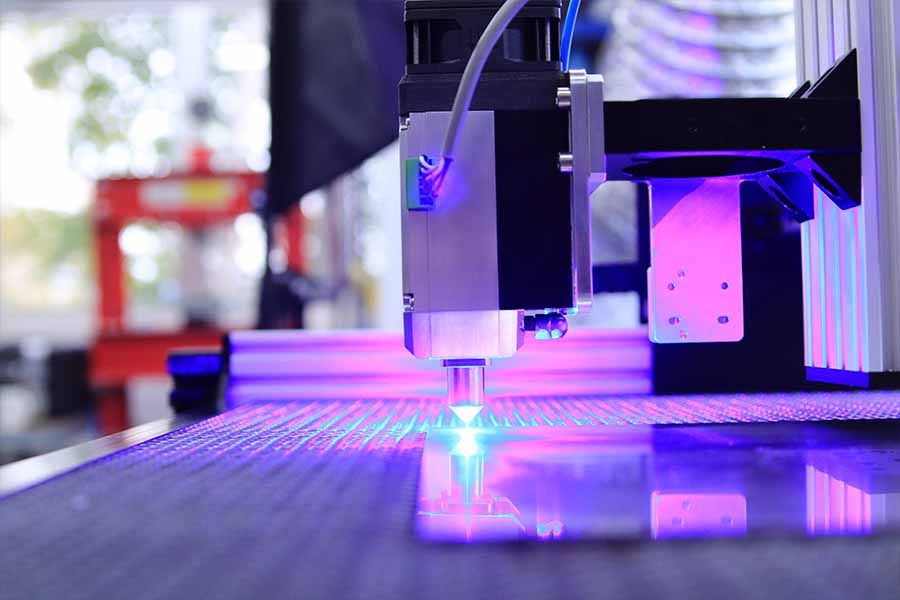
کاربردهای برش لیزری
- لیزر برش دقت، تحمل و دقت بالایی را ارائه می دهد، مقرون به صرفه است و در بسیاری از صنایع استفاده می شود. به عنوان مثال در صنعت خودروسازی برای برش قطعات مختلف مانند کاپوت، سقف و درب و حکاکی فضای داخلی استفاده می شود.
- لیزر برش همچنین به دلیل تحمل بالا، سرعت بالا و قابلیت برش در اعماق مختلف مواد در صنایع قالب، قالب و ابزار استفاده می شود و برای مواد محکم مناسب است.
- برش لیزری در صنعت جواهرسازی رایج است زیرا می تواند طرح های پیچیده را در موادی مانند طلا، نقره و الماس تراشیده و قطعات پیچیده تولید کند. اولیه نیز هست برش فرآیند در این صنعت به دلیل کوچک بودن ضایعات به حداقل می رسد.
کاربردهای برش با جت آب
- جت آب برش بیشتر در مواد با نیاز حرارتی بالا استفاده می شود. به طور گسترده ای در صنعت خودروسازی برای تولید قطعاتی مانند صفحات لغزنده، واشر فلزی و قطعات سفارشی بدنه خودرو استفاده می شود. از آنجایی که فرآیند برش هیچ تنش مکانیکی ایجاد نمی کند، برای قطعات ضخیم مناسب است.
- اب جت همچنین در صنعت هوافضا برای ساخت اجزای پره های توربین، پانل های کابین و موتورهای جت استفاده می شود. این روش به دلیل عدم تولید گرما محبوب است که احتمال ترکهای میکروسکوپی و تاب برداشتن قطعات را کاهش میدهد.
برش لیزر در مقابل جت آب: کدام روش کارآمدتر است؟
این مقاله مکانیسمهای اساسی فرآیندهای برش لیزر و جت آب را بدون تصمیمگیری اینکه کدام برتر است، بررسی کرد. بلکه به دنبال شناسایی شباهت ها و تفاوت های بین این دو فرآیند است. در واقع بهترین روش برش به طور کامل توسط پروژه و مواد مورد استفاده تعیین خواهد شد.
به طور خلاصه، برش لیزری دقت بیشتری را ارائه می دهد و برای پروژه های حکاکی و جزئیات ریز مناسب تر است. از سوی دیگر، جت آب برای مواد ضخیم تر مناسب است و هیچ محدودیتی در مواد ندارد.




 বাংলা
বাংলা Nederlands
Nederlands English
English Français
Français Deutsch
Deutsch हिन्दी
हिन्दी Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Bahasa Melayu
Bahasa Melayu മലയാളം
മലയാളം پښتو
پښتو فارسی
فارسی Polski
Polski Português
Português Русский
Русский Español
Español Kiswahili
Kiswahili ไทย
ไทย Türkçe
Türkçe اردو
اردو Tiếng Việt
Tiếng Việt isiXhosa
isiXhosa Zulu
Zulu