നിർമ്മാണത്തിലെ ഏറ്റവും പ്രചാരമുള്ള രണ്ട് കട്ടിംഗ് ടെക്നിക്കുകൾ ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് എന്നിവയാണ്. പ്രോസസ്സ് ചെയ്യേണ്ട മെറ്റീരിയലിന്റെ തരവും ആവശ്യമുള്ള ഫലവും അനുസരിച്ചായിരിക്കും ഏറ്റവും മികച്ച രീതി നിർണ്ണയിക്കുന്നത്. എന്നാൽ അതിനുമുമ്പ്, രണ്ട് പ്രക്രിയകളും അവ പൊരുത്തപ്പെടുന്ന വസ്തുക്കളും തമ്മിലുള്ള അടിസ്ഥാന വ്യത്യാസങ്ങൾ പരിഗണിക്കേണ്ടത് വളരെ പ്രധാനമാണ്. ഓരോ കട്ടിംഗ് രീതിയും നന്നായി മനസ്സിലാക്കാൻ വായന തുടരുക.
ഉള്ളടക്ക പട്ടിക
ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് മാർക്കറ്റ്
ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് പ്രക്രിയകൾ മനസ്സിലാക്കൽ
ലേസർ vs വാട്ടർ ജെറ്റ് കട്ടിംഗ്: ഏത് രീതിയാണ് കൂടുതൽ കാര്യക്ഷമമായത്?
ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് മാർക്കറ്റ്
ആഗോള വാട്ടർ ജെറ്റ് കട്ടിംഗ് മെഷീൻ വിപണിയുടെ മൂല്യം USD ആയിരുന്നു 969.2 2019 ൽ ഇത് ഒരു ദശലക്ഷം കോടിയായി ഉയരും, 5.1 മുതൽ 2020 വരെ 2027% CAGR-ൽ വളരുമെന്ന് പ്രതീക്ഷിക്കുന്നു. ടെക്സ്റ്റൈൽസ്, ഓട്ടോമോട്ടീവ്, പാക്കേജിംഗ്, ഇലക്ട്രോണിക്സ് തുടങ്ങിയ വിവിധ വ്യവസായങ്ങളിൽ പരിസ്ഥിതി സൗഹൃദ കട്ടിംഗ് പ്രക്രിയകൾ സ്വീകരിക്കുന്നത് വർദ്ധിച്ചുവരുന്നത് വിപണി വളർച്ചയെ നയിക്കുന്ന പ്രധാന ഘടകങ്ങളിലൊന്നാണ്. കൂടാതെ, പ്രോസസ് ഓട്ടോമേഷനിലെ വർദ്ധനവ് അത്യാധുനിക യന്ത്രങ്ങൾക്കുള്ള ആവശ്യകത വ്യവസായങ്ങളിൽ വർദ്ധിപ്പിച്ചിട്ടുണ്ട്.
ആഗോള ലേസർ കട്ടിംഗ് മെഷീൻ വിപണിയുടെ മൂല്യം യുഎസ് ഡോളറായിരുന്നു. 5.96 ബില്യൺ ഡോളറാണ്, 8.40 ആകുമ്പോഴേക്കും 2030% CAGR-ൽ വളരുമെന്ന് പ്രതീക്ഷിക്കുന്നു. നിർമ്മാണ വ്യവസായങ്ങളിലുടനീളമുള്ള വർദ്ധിച്ചുവരുന്ന ഉൽപാദന ആവശ്യകതകളും ലോഹ സംസ്കരണ ഉൽപാദനം മെച്ചപ്പെടുത്തുന്നതിൽ മനുഷ്യരുടെ പങ്കാളിത്തം കുറയ്ക്കേണ്ടതിന്റെ ആവശ്യകതയും ഈ മേഖലയിലെ വളർച്ചയ്ക്ക് ആക്കം കൂട്ടി.
ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് പ്രക്രിയകൾ മനസ്സിലാക്കൽ
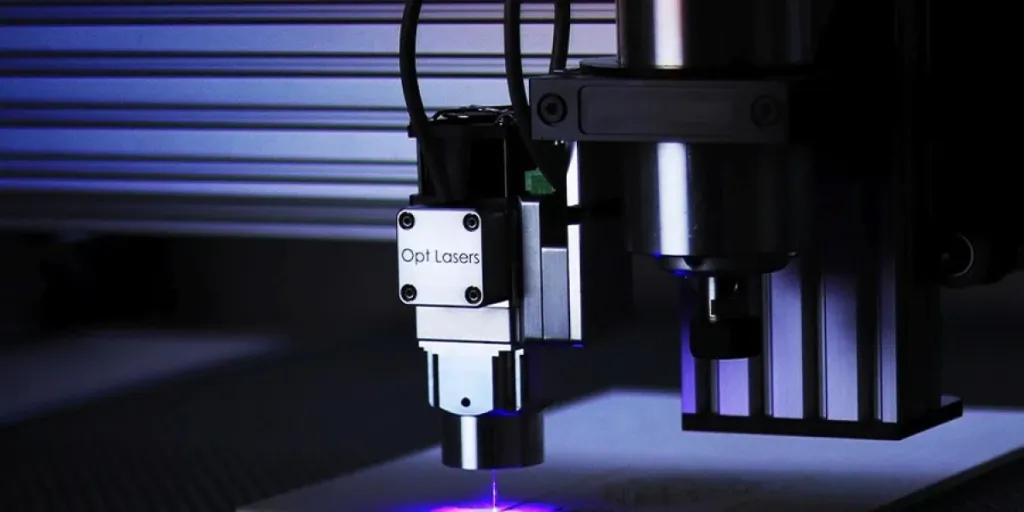
എന്താണ് ലേസർ കട്ടിംഗ്?
A ലേസർ കട്ടിംഗ് മെഷീൻ ഒരു CO2 ലേസർ ഉപയോഗിച്ച് ഊർജ്ജം ഉത്പാദിപ്പിക്കുന്നു, അത് പിന്നീട് കണ്ണാടികളാൽ നയിക്കപ്പെടുന്ന ഒരു ബീം വഴി മെറ്റീരിയലിലേക്ക് അയയ്ക്കുന്നു. ലേസർ സ്രോതസ്സ് മെഷീനിനുള്ളിൽ സ്ഥാപിച്ചിരിക്കുന്നു, ബീമിന് 1500 മുതൽ 2600 വാട്ട് വരെ ഉത്പാദിപ്പിക്കാൻ കഴിയും. മരം, ഗ്ലാസ്, പ്ലാസ്റ്റിക്, പ്രതിഫലിപ്പിക്കുന്ന ലോഹങ്ങൾ ഒഴികെയുള്ള എല്ലാ ലോഹങ്ങൾ എന്നിവയുൾപ്പെടെ വിവിധ വസ്തുക്കളുമായി അവ പ്രവർത്തിക്കുന്നു. എന്നിരുന്നാലും, വ്യത്യസ്ത ദ്രവണാങ്കങ്ങളുള്ള മിശ്രിത വസ്തുക്കൾ മുറിക്കുന്നത് ലേസറുകൾ ഉപയോഗിച്ച് വെല്ലുവിളി നിറഞ്ഞതായിരിക്കും. കർക്കശമായ ബീം മാർഗ്ഗനിർദ്ദേശം കാരണം, അറകളും 3D മെറ്റീരിയലുകളും ഉള്ള ഘടനകൾ CO2 ലേസർ ബീം ഉപയോഗിച്ച് മുറിക്കാൻ പ്രയാസമാണ്.
ലേസർ മുറിക്കൽ 0.12 ഉം 0.4 ഉം കനമുള്ള വസ്തുക്കളിൽ നന്നായി പ്രവർത്തിക്കുന്നു, ഇടത്തരം കട്ടിയുള്ള ഫ്ലാറ്റ് ഷീറ്റുകൾ മുറിക്കാൻ ഇത് സാധാരണയായി ഉപയോഗിക്കുന്നു. മുറിക്കുന്നതിനു പുറമേ, ഒരു CO2 ലേസർ കട്ടിംഗ് മെഷീനിന് അബ്ലേഷൻ, കൊത്തുപണി, വെൽഡിംഗ്, ഡ്രില്ലിംഗ്, സ്ട്രക്ചറിംഗ് എന്നിവ നടത്താൻ കഴിയും.
കൃത്യതയും സുരക്ഷാ നടപടികളും
കൃത്യത ഒരു പ്രശ്നമല്ല ലേസർ ലേസറിന്റെ വേഗതയെ ആശ്രയിച്ച് കട്ടിംഗ് സ്ലിറ്റിന്റെ ഏറ്റവും കുറഞ്ഞ വലിപ്പം 0.006 ഇഞ്ച് വരെ എത്താമെന്നതിനാൽ കട്ടിംഗ്. മറുവശത്ത്, ശരിയായ ദൂരം നിലനിർത്തിയില്ലെങ്കിൽ നേർത്ത വസ്തുക്കൾ വാതക സമ്മർദ്ദത്തിന് വിധേയമായേക്കാം, ഇത് ഭാഗികമായി പൊള്ളലിന് കാരണമാകും. താപ സമ്മർദ്ദം രൂപഭേദം വരുത്തുന്നതിനും ചെറിയ ഘടനാപരമായ മാറ്റങ്ങൾക്കും കാരണമാകും, കൂടാതെ മെറ്റീരിയൽ വരയുള്ളതായി കാണപ്പെടാം.
ലേസർ കട്ടിംഗ് പുകയും പൊടിയും ഉണ്ടാക്കിയേക്കാം; ചില ലോഹങ്ങൾക്കും പ്ലാസ്റ്റിക്കിനും വിഷ പുക ഉണ്ടാക്കാം; അതിനാൽ, CO2 ലേസർ പ്രവർത്തിപ്പിക്കുമ്പോൾ വായുസഞ്ചാരം ആവശ്യമാണ്. മെഷീൻഎന്നിരുന്നാലും, അത്തരമൊരു യന്ത്രം ഉപയോഗിക്കുന്നതിന്റെ മൊത്തത്തിലുള്ള അപകടസാധ്യത താരതമ്യേന കുറവാണ്, ഉൽപ്പാദിപ്പിക്കുന്ന മാലിന്യത്തിന്റെ അളവും വൃത്തിയാക്കലിന് ആവശ്യമായ സമയവും പോലെ.
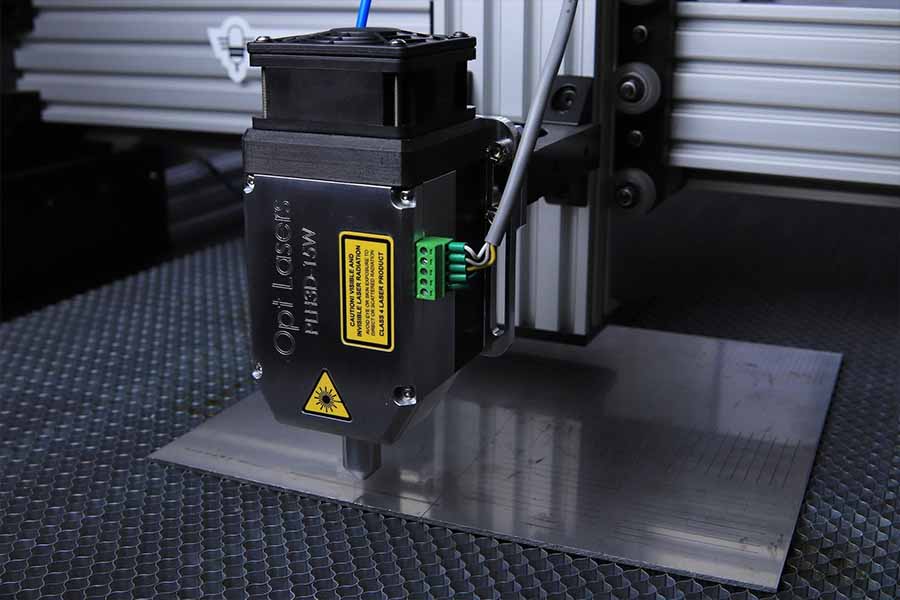
വാട്ടർ ജെറ്റ് കട്ടിംഗ് എന്താണ്?
വാട്ടർ ജെറ്റ് വെട്ടുക വസ്തുക്കൾ മുറിക്കാൻ സമ്മർദ്ദമുള്ള വെള്ളം ഉപയോഗിക്കുന്നു, ലേസർ കട്ടറുകളിൽ നിന്ന് വ്യത്യസ്തമായി, ജോലിസ്ഥലവും പമ്പും പലപ്പോഴും വെവ്വേറെയാണ്, ലേസർ ഉറവിടം മെഷീനിനുള്ളിൽ ഉള്ളവയാണ്. അലുമിനിയം ഓക്സൈഡ്, ഗാർനെറ്റുകൾ തുടങ്ങിയ ഉരച്ചിലുകൾ മുറിക്കാനുള്ള കഴിവ് മെച്ചപ്പെടുത്തുന്നതിന് പതിവായി ഉപയോഗിക്കുന്നു. മൊത്തത്തിലുള്ളത് പ്രക്രിയ പ്രകൃതിയിൽ മണ്ണൊലിപ്പിന് സമാനമാണ്, പക്ഷേ വേഗതയേറിയതും കൂടുതൽ സാന്ദ്രീകൃതവുമാണ് - ഉയർന്ന മർദ്ദമുള്ള പമ്പ് ഒരു കർക്കശമായ ഹോസിലൂടെ വെള്ളം എത്തിക്കുന്നു, അതിന്റെ ഫലമായി ഒരു വാട്ടർ ജെറ്റ് ഉണ്ടാകുന്നു. ഈ വാട്ടർ ജെറ്റിന് 4 മുതൽ 7 കിലോവാട്ട് വരെ പവർ റേഞ്ച് ഉണ്ട്.
വാട്ടർ ജെറ്റ് വെട്ടുക മെറ്റീരിയൽ കോമ്പിനേഷനുകൾ ഉൾപ്പെടെ ഏത് മെറ്റീരിയലിലൂടെയും മുറിക്കാൻ കഴിയും, പക്ഷേ അവ ഡീലാമിനേഷൻ അപകടസാധ്യതയുണ്ട്. ഈ മെഷീനുകൾക്ക് ഇടയ്ക്കിടെ 3D മെറ്റീരിയൽ കട്ടിംഗ് കൈകാര്യം ചെയ്യാൻ കഴിയും, പക്ഷേ സാൻഡ്വിച്ച് മെറ്റീരിയലുകളും അറകളും ഉപയോഗിച്ച് ബുദ്ധിമുട്ടുന്നു, കൂടാതെ നിയന്ത്രിത ആക്സസ് ഉപയോഗിച്ച് മെറ്റീരിയലുകൾ മുറിക്കുന്നത് സാധ്യമാണ്, പക്ഷേ വെല്ലുവിളി നിറഞ്ഞതാണ്.
വാട്ടർ ജെറ്റുകൾ അബ്ലേഷൻ, കട്ടിംഗ്, സ്ട്രക്ചറിംഗ് എന്നിവ നടത്താൻ കഴിയും, കൂടാതെ 0.4 മുതൽ 2 ഇഞ്ച് വരെ കനമുള്ള സെറാമിക്സ്, കല്ലുകൾ, കട്ടിയുള്ള ലോഹങ്ങൾ തുടങ്ങിയ വസ്തുക്കൾക്ക് ഇത് പ്രത്യേകിച്ചും ഉപയോഗപ്രദമാണ്.
കൃത്യതയും സുരക്ഷാ നടപടികളും
വാട്ടർ ജെറ്റ് മുറിക്കൽ ലേസർ കട്ടിംഗിനെ അപേക്ഷിച്ച് കൃത്യത കുറവാണ്, കാരണം ഏറ്റവും കുറഞ്ഞ കട്ട് വലുപ്പം 0.2 ഇഞ്ച് ആണ്. കൂടാതെ, ഉയർന്ന തോതിലുള്ള ബലം ഉപയോഗിക്കുന്നതിനാൽ, ചെറിയ വസ്തുക്കൾ മോശമായി പ്രവർത്തിക്കുന്നു, കൂടാതെ സൌമ്യമായി കൈകാര്യം ചെയ്യണം.
താപ സമ്മർദ്ദം ഒരു പ്രശ്നമല്ലെങ്കിലും, ബേറിംഗ് ഇല്ലാതാക്കുമ്പോൾ, ചേർക്കുന്ന അബ്രാസീവ്സ് വെള്ളം ജെറ്റ് വസ്തുക്കളുടെ ഉപരിതലം മണൽപ്പൊടി പോലെ തോന്നിപ്പിക്കും. അതിനാൽ, ഉപയോഗിക്കുമ്പോൾ കണ്ണുകളെ സംരക്ഷിക്കാൻ കണ്ണടകൾ ധരിക്കണം. വാട്ടർ ജെറ്റ് കട്ടർ. കൂടാതെ, മുഴുവൻ പ്രക്രിയയും ശബ്ദമയമാണ്, കൂടാതെ ഉരച്ചിലുകൾ വെള്ളത്തിൽ കലർത്തുന്നതിനാൽ ഗണ്യമായ വൃത്തിയാക്കൽ സമയം ആവശ്യമാണ്.
ലേസർ കട്ടിംഗും വാട്ടർ ജെറ്റ് കട്ടിംഗും തമ്മിലുള്ള വ്യത്യാസങ്ങൾ
വസ്തുക്കളുടെ തരം: വാട്ടർ ജെറ്റ്, ലേസർ ലോഹങ്ങൾ മുറിക്കുന്നതിന് ഫലപ്രദമാണ്. എന്നിരുന്നാലും, അതിന്റെ ഉയർന്ന മർദ്ദത്തിലുള്ള പ്രവർത്തനങ്ങൾ കാരണം, വാട്ടർ ജെറ്റ് 0.4 മുതൽ 2 ഇഞ്ച് വരെ കട്ടിയുള്ള കൂടുതൽ കട്ടിയുള്ള വസ്തുക്കൾക്ക് ലേസർ കട്ടിംഗ് കൂടുതൽ അനുയോജ്യമാണ്. ഇതിനു വിപരീതമായി, 0.12- ഉം 0.4- ഉം ഇഞ്ച് കനമുള്ള കനം കുറഞ്ഞ വസ്തുക്കൾക്ക് ലേസർ കട്ടിംഗ് ഏറ്റവും നന്നായി പ്രവർത്തിക്കുന്നു.
കൃത്യതാ നിരക്കും വേഗതയും: ലേസർ കട്ടിംഗ് വാട്ടർ ജെറ്റിനേക്കാൾ വളരെ വേഗതയുള്ളതാണ്, കൂടാതെ ഉയർന്ന കൃത്യത ശേഷിയുമുണ്ട്, ലേസർ മെഷീനിന്റെ വേഗതയെ ആശ്രയിച്ച് +/-0.005 ഇഞ്ച് വരെ ടോളറൻസുകൾ ഉണ്ട്. മറുവശത്ത്, വാട്ടർ ജെറ്റ് വെട്ടുക +/-0.03 ഇഞ്ച് ടോളറൻസ് ഉണ്ട്.
ചെലവ്: ലേസർ വെട്ടുക ഉപകരണങ്ങളുടെ വിലയില്ല, പ്രക്രിയയ്ക്ക് ഉയർന്ന ഡിമാൻഡ് ഉള്ളതിനാൽ ഘടക ചെലവ് കുറവാണ്. മറുവശത്ത്, ഉപഭോഗവസ്തുക്കൾ കാരണം വാട്ടർ ജെറ്റ് കട്ടറുകൾക്ക് ഉയർന്ന ഘടക നിരക്ക് ഉണ്ട്, പക്ഷേ ഉപകരണങ്ങളുടെ വിലയില്ല. ലേസർ കട്ടറിന് വാട്ടർ ജെറ്റിനേക്കാൾ വില കൂടുതലാണ്. കട്ടർ പൊതുവേ, എന്നാൽ പ്രാരംഭ വാങ്ങൽ വില മാറ്റിനിർത്തിയാൽ, അറ്റകുറ്റപ്പണികൾക്കും പ്രവർത്തന ചെലവുകൾക്കും വളരെ കുറവാണ്.
വൃത്തിയാക്കൽ സമയം: ലേസർ മുറിക്കൽ ചിലപ്പോൾ ഘടകങ്ങളുടെ മുറിച്ച പ്രതലങ്ങളിൽ ബർറിംഗ് ഉണ്ടാക്കാൻ സാധ്യതയുണ്ട്, ഇത് പരമാവധി സുഗമത, സുരക്ഷ, പ്രവർത്തനക്ഷമത എന്നിവയ്ക്കായി ഡീബർറിംഗ് ആവശ്യമായി വരുന്നു. ഇതിനു വിപരീതമായി, വാട്ടർ ജെറ്റ് മുറിക്കൽ മുറിച്ച ഘടകങ്ങൾ മിനുസമാർന്നതും ഉപയോഗിക്കാൻ തയ്യാറായതുമാക്കി മാറ്റുന്നു, മുറിച്ചതിന് ശേഷം കുറഞ്ഞ വൃത്തിയാക്കൽ മാത്രമേ ആവശ്യമുള്ളൂ.
വാട്ടർ ജെറ്റും ലേസർ കട്ടിംഗും തമ്മിലുള്ള സമാനതകൾ

വഴക്കം: രണ്ടും ലേസർ വാട്ടർ ജെറ്റ് കട്ടിംഗ് പ്രക്രിയകൾ വളരെ വൈവിധ്യമാർന്നതും ലോഹങ്ങൾ, മരം, ചെമ്പ്, വെങ്കലം എന്നിവയുൾപ്പെടെ നിരവധി വസ്തുക്കളുമായി പ്രവർത്തിക്കാൻ കഴിയുന്നതുമാണ്. അവ വളരെ പൊരുത്തപ്പെടുത്താവുന്നതുമാണ്, പ്രത്യേക ബിസിനസ്സ് ആവശ്യങ്ങൾ നിറവേറ്റുന്നതിനായി ഇഷ്ടാനുസൃതമാക്കൽ അനുവദിക്കുന്നു.
ഓട്ടോമേഷനായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു: രണ്ട് പ്രക്രിയകളും ഉയർന്ന കൃത്യത നൽകുന്നു കൂടാതെ കൃത്യത വൈവിധ്യമാർന്ന ആപ്ലിക്കേഷനുകളിലുടനീളം, അവയെ ഓട്ടോമേറ്റഡ് പ്രക്രിയകളുടെ ആവർത്തിച്ചുള്ള സ്വഭാവത്തിന് അനുയോജ്യമാക്കുന്നു. അവയ്ക്ക് ഒരേ മുറിവുകൾ കൃത്യതയോടെ ആവർത്തിച്ച് ചെയ്യാൻ കഴിയും, ഉറപ്പാക്കുന്നു സ്ഥിരത ഉൽപ്പന്ന ബാച്ചുകളിലുടനീളം.
ഇടുങ്ങിയ കെർഫ് വീതി: മെറ്റീരിയൽ കട്ടിംഗിലെ "കെർഫ് വീതി" എന്ന പദം ഓരോ കട്ടിലും നഷ്ടപ്പെടുന്ന മെറ്റീരിയലിന്റെ അളവിനെ വിവരിക്കുന്നു. ലേസർ വാട്ടർ ജെറ്റ് കട്ടിംഗ് രണ്ടും ചെറിയ കെർഫ് വീതികൾ ഉണ്ടാക്കുന്നു, ആദ്യത്തേതിന് അവിശ്വസനീയമാംവിധം നേർത്ത കെർഫ് വീതിയും രണ്ടാമത്തേതിന് ശരാശരി 0.01 ഇഞ്ചും ഉണ്ട്. ഈ ലീൻ കട്ടുകൾ സങ്കീർണ്ണമായ ഡിസൈനുകൾ അനുവദിക്കുന്നു കൂടാതെ കൊള്ളാം വിശദമാക്കുന്നു.
ലേസർ കട്ടിംഗിന്റെ പ്രയോഗങ്ങൾ
- ലേസർ മുറിക്കൽ ഉയർന്ന കൃത്യത, സഹിഷ്ണുത, കൃത്യത എന്നിവ നൽകുന്നു, ചെലവ് കുറഞ്ഞതാണ്, കൂടാതെ പല വ്യവസായങ്ങളിലും ഉപയോഗിക്കുന്നു. ഉദാഹരണത്തിന്, ഹുഡുകൾ, മേൽക്കൂരകൾ, വാതിലുകൾ തുടങ്ങിയ വിവിധ ഭാഗങ്ങൾ മുറിക്കുന്നതിനും ഇന്റീരിയറുകൾ കൊത്തിവയ്ക്കുന്നതിനും ഇത് ഓട്ടോമോട്ടീവ് വ്യവസായത്തിൽ ഉപയോഗിക്കുന്നു.
- ലേസർ മുറിക്കൽ ഉയർന്ന സഹിഷ്ണുത, ഉയർന്ന വേഗത, വ്യത്യസ്ത ആഴത്തിലുള്ള വസ്തുക്കളിലേക്ക് മുറിക്കാനുള്ള കഴിവ് എന്നിവ കാരണം മോൾഡ്, ഡൈ, ടൂൾ വ്യവസായങ്ങളിലും ഇത് ഉപയോഗിക്കുന്നു, ഇത് ഉറപ്പുള്ള വസ്തുക്കൾക്ക് അനുയോജ്യമാക്കുന്നു.
– സ്വർണ്ണം, വെള്ളി, വജ്രം തുടങ്ങിയ വസ്തുക്കളിൽ സങ്കീർണ്ണമായ ഡിസൈനുകൾ കൊത്തിയെടുത്തുകൊണ്ട് സങ്കീർണ്ണമായ കഷണങ്ങൾ നിർമ്മിക്കാൻ കഴിയുന്നതിനാൽ ആഭരണ വ്യവസായത്തിൽ ലേസർ കട്ടിംഗ് ജനപ്രിയമാണ്. ഇത് ഒരു പ്രാഥമിക പ്രക്രിയ കൂടിയാണ്. മുറിക്കൽ ചെറിയ കെർഫ് കാരണം ഈ വ്യവസായത്തിലെ പ്രക്രിയ മാലിന്യം കുറയ്ക്കുന്നു.
വാട്ടർ ജെറ്റ് കട്ടിംഗിന്റെ പ്രയോഗങ്ങൾ
– വാട്ടർ ജെറ്റ് മുറിക്കൽ ഉയർന്ന താപ ആവശ്യകതകളുള്ള വസ്തുക്കളിലാണ് ഇത് സാധാരണയായി ഉപയോഗിക്കുന്നത്. സ്കിഡ് പ്ലേറ്റുകൾ, മെറ്റൽ ഗാസ്കറ്റുകൾ, ഇഷ്ടാനുസൃത വാഹന ബോഡി ഭാഗങ്ങൾ തുടങ്ങിയ ഭാഗങ്ങൾ നിർമ്മിക്കാൻ ഓട്ടോമോട്ടീവ് വ്യവസായത്തിൽ ഇത് വ്യാപകമായി ഉപയോഗിക്കുന്നു. കട്ടിംഗ് പ്രക്രിയ മെക്കാനിക്കൽ സമ്മർദ്ദം ഉണ്ടാക്കാത്തതിനാൽ, കട്ടിയുള്ള ഭാഗങ്ങൾക്ക് ഇത് അനുയോജ്യമാണ്.
- വെള്ളം ജെറ്റ് ടർബൈൻ ബ്ലേഡുകൾ, ക്യാബിൻ പാനലുകൾ, ജെറ്റ് എഞ്ചിനുകൾ എന്നിവയുടെ ഘടകങ്ങൾ നിർമ്മിക്കുന്നതിനും എയ്റോസ്പേസ് വ്യവസായത്തിൽ ഉപയോഗിക്കുന്നു. ഈ രീതി ജനപ്രിയമാണ്, കാരണം ഇത് ചൂട് സൃഷ്ടിക്കുന്നില്ല, ഇത് ഘടകങ്ങളിൽ സൂക്ഷ്മമായ വിള്ളലുകളുടെയും വളച്ചൊടിക്കലിന്റെയും സാധ്യത കുറയ്ക്കുന്നു.
ലേസർ vs വാട്ടർ ജെറ്റ് കട്ടിംഗ്: ഏത് രീതിയാണ് കൂടുതൽ കാര്യക്ഷമമായത്?
ലേസർ, വാട്ടർ ജെറ്റ് കട്ടിംഗ് പ്രക്രിയകളുടെ അടിസ്ഥാന സംവിധാനങ്ങളെയാണ് ഈ ലേഖനം പരിശോധിച്ചത്, ഏതാണ് മികച്ചതെന്ന് തീരുമാനിക്കാതെ. പകരം, രണ്ട് പ്രക്രിയകൾ തമ്മിലുള്ള സമാനതകളും വ്യത്യാസങ്ങളും തിരിച്ചറിയാനാണ് ഇത് ശ്രമിക്കുന്നത്. വാസ്തവത്തിൽ, ഏറ്റവും മികച്ച കട്ടിംഗ് രീതി പൂർണ്ണമായും പ്രോജക്റ്റും ഉപയോഗിക്കേണ്ട വസ്തുക്കളും അനുസരിച്ചായിരിക്കും നിർണ്ണയിക്കുന്നത്.
ചുരുക്കത്തിൽ, ലേസർ കട്ടിംഗ് കൂടുതൽ കൃത്യത നൽകുന്നു, കൂടാതെ സൂക്ഷ്മമായ വിശദാംശങ്ങളും കൊത്തുപണികളും നടത്താൻ ഇത് കൂടുതൽ അനുയോജ്യമാണ്. മറുവശത്ത്, കട്ടിയുള്ള വസ്തുക്കൾക്ക് വാട്ടർ ജെറ്റ് ഏറ്റവും അനുയോജ്യമാണ്, കൂടാതെ മെറ്റീരിയൽ പരിമിതികളൊന്നുമില്ല.




 Afrikaans
Afrikaans አማርኛ
አማርኛ العربية
العربية বাংলা
বাংলা Nederlands
Nederlands English
English Français
Français Deutsch
Deutsch हिन्दी
हिन्दी Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Bahasa Melayu
Bahasa Melayu മലയാളം
മലയാളം پښتو
پښتو فارسی
فارسی Polski
Polski Português
Português Русский
Русский Español
Español Kiswahili
Kiswahili ไทย
ไทย Türkçe
Türkçe اردو
اردو Tiếng Việt
Tiếng Việt isiXhosa
isiXhosa Zulu
Zulu