Percetakan 3D adalah salah satu teknologi paling revolusioner daripada 21st abad, dan ia terus mengubah cara sesuatu dicipta, direka bentuk dan dibina. Oleh itu, tidak hairanlah bahawa industri percetakan 3D adalah salah satu industri yang paling penting untuk diperhatikan oleh peruncit pembuatan.
Walau bagaimanapun, ramai pembeli mungkin sukar untuk mengikuti perkembangan terkini tentang pelbagai inovasi dalam teknologi percetakan 3D. Artikel ini akan membincangkan tujuh daripada teknologi utama yang perlu diketahui, dan memberikan petua penting untuk memilih proses pencetakan yang betul.
Jadual Kandungan
Apakah percetakan 3D?
Gambaran keseluruhan industri percetakan 3D
7 jenis teknologi percetakan 3D
Bagaimana untuk memilih proses pencetakan 3D yang betul
Kesimpulan
Apakah percetakan 3D?
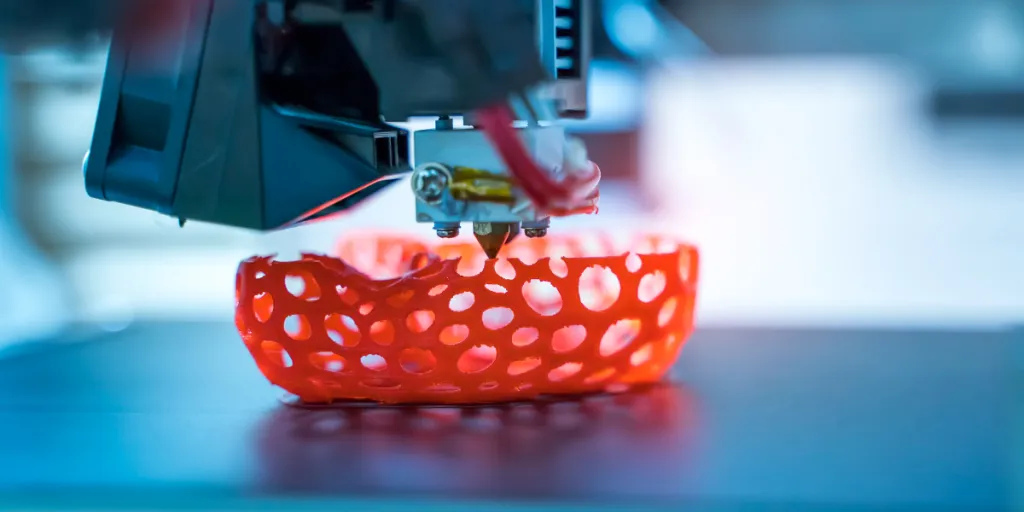
Percetakan 3D ialah sebahagian daripada proses yang dikenali sebagai pembuatan aditif, di mana objek dicipta dengan menambahkan lapisan bahan demi lapisan. Walaupun proses ini digunakan dalam pembuatan besar untuk mencipta bahagian kereta atau komponen enjin jeet, ia juga boleh digunakan di rumah atau untuk kegunaan perniagaan menggunakan skala kecil. Pencetak 3D.
Langkah pertama dalam pencetakan 3D melibatkan mencipta rangka tindakan objek yang akan dicetak. Sebaik sahaja pengguna mempunyai reka bentuk 3D, mereka menghantarnya ke pencetak yang menerima data, menarik bahan melalui tiub, mencairkannya dan menyimpannya ke dalam pinggan supaya ia sejuk serta-merta. Objek 3D dicipta melalui lapisan, kerana pencetak akan menambah satu lapisan bahan pada satu masa sehingga struktur yang terbentuk sepenuhnya muncul.
Gambaran keseluruhan industri percetakan 3D
Pasaran percetakan 3D telah mengalami pertumbuhan yang stabil. Pada tahun 2023, pasaran global mencapai penilaian sebanyak AS $ 20.67 bilion – angka dijangka meningkat kepada AS$ 91.8 bilion menjelang 2032. Penganalisis pasaran menjangkakan pertumbuhan ini berlaku pada kadar pertumbuhan tahunan kompaun (CAGR) sebanyak 18.92%.
Letusan teknologi digital mempengaruhi kebangkitan industri percetakan 3D, yang sesuai untuk pembuatan moden. Banyak negara telah pun mengguna pakai pencetakan 3D, dengan Amerika Syarikat muncul sebagai pembelanja tertinggi berkaitan dengan pembelian pencetak 3D pada 2023, menyumbang lebih daripada 34% bahagian pasaran. Memandangkan permintaan untuk teknologi pencetakan 3D terus berkembang, perniagaan yang mendapatkan alatan pencetakan 3D yang betul bersedia untuk mendapat manfaat daripada pasaran yang luas.
7 jenis teknologi percetakan 3D
Terdapat beberapa jenis teknologi percetakan 3D yang praktikal digunakan di seluruh dunia. Memahami jenis ini boleh membantu peruncit membuat keputusan termaklum semasa menyimpan stok produk dan meningkatkan pemilihan pengeluaran berdasarkan permintaan. Mereka termasuk yang berikut:
1. Stereolitografi (SLA)
Stereolitografi, atau SLA, ialah proses pencetakan 3D yang menggunakan laser untuk menyembuhkan resin cecair ke dalam plastik yang mengeras. Stereo terbalik atau terbalik ialah sistem SLA yang paling biasa.
Bergantung pada mesin, resin dituangkan ke dalam tangki oleh pengguna atau dikeluarkan secara automatik dari kartrij.
Pada permulaan cetakan, platform yang dibina diturunkan ke atas resin, hanya meninggalkan lapisan cecair nipis di antara kawasan bangunan dan bahagian bawah tangki.
Kaca jernih di bahagian bawah tangki resin membolehkan galvanometer mengemudi laser UV, melakar keratan rentas model 3D dan mengeras bahan secara selektif. Cetakan dibina dalam lapisan berturut-turut, setiap satu dengan ketebalan kurang daripada 100 mikron.
Setelah lapisan selesai, platform diturunkan semula, dan komponen dikupas dari bahagian bawah tangki untuk membolehkan resin segar mengalir di bawahnya.
Pada asalnya dibangunkan pada tahun 80-an, SLA terhad kepada mesin industri besar sehingga baru-baru ini. Hari ini, litografi desktop menawarkan pencetakan 3D beresolusi tinggi dengan harga berpatutan yang sesuai dengan mudah di ruang kerja pengguna.
SLA membolehkan penggunaan pelbagai bahan dengan sifat fizikal yang pelbagai. Sama ada seorang jurutera, pereka produk, pengukir, tukang emas atau doktor gigi, terdapat bahan untuk aplikasi mereka.
2. Pemprosesan cahaya digital (DLP)
In pemprosesan cahaya digital atau DLP, proses sebenar pengawetan dan pembuatan objek 3D adalah sama seperti pencetakan SLA 3D, kecuali satu sisihan. Stereolithography menggunakan laser untuk menayangkan replika 3D objek pada permukaan tangki, mencipta lapisan di atas yang lain.
Dalam kes pemprosesan cahaya digital, laser digantikan dengan lampu arka atau sumber cahaya. Cahaya dipancarkan dalam bentuk bentuk yang diingini pada permukaan polimer cecair, dan polimer cecair tertentu menjadi mengeras dengan mudah, menjadikannya kurang memakan masa daripada laser untuk membentuk bentuk. Hasilnya ialah proses pencetakan 3D yang lebih pantas daripada SLA.
Pemprosesan cahaya digital menggunakan pelbagai bahan seperti nilon, ABS dan termoplastik. Oleh itu, ia adalah serba boleh. Ia juga menghasilkan bentuk yang berbeza menggunakan cetakan bawah ke atas pada resolusi tinggi.
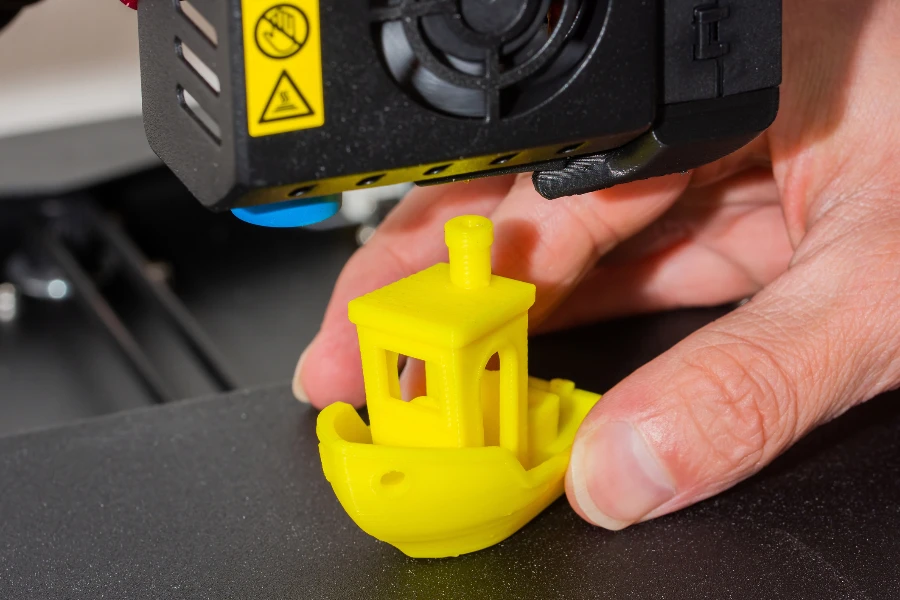
3. Pemodelan pemendapan bercantum (FDM)

Proses percetakan 3D aditif lapisan ini menggunakan bahan termoplastik gred pengeluaran untuk menghasilkan kedua-dua prototaip dan bahagian penggunaan akhir.
Teknologi ini diketahui menghasilkan butiran ciri dengan tepat dan mempunyai nisbah kekuatan-ke-berat yang sangat baik. Ia sesuai untuk model konsep, prototaip berfungsi, alat bantu pembuatan dan bahagian guna akhir volum rendah.
. proses FDM bermula dengan "menghiris" data CAD 3D ke dalam lapisan. Data kemudiannya dipindahkan ke dalam mesin yang membina bahagian lapisan demi lapisan pada platform binaan.
Gelendong termoplastik dan bahan sokongan seperti benang nipis digunakan untuk membuat setiap bahagian keratan rentas. Seperti pistol gam cair panas, bahan yang tidak bergelung diekstrusi secara perlahan melalui muncung dwi-panas. Dengan ketepatan, muncung meletakkan kedua-dua sokongan dan bahan cetakan 3D pada lapisan sebelumnya.
Muncung penyemperitan terus bergerak dalam satah XY mendatar manakala platform binaan bergerak ke bawah, membina bahagian lapisan demi lapisan. Pengguna mengalih keluar bahagian siap dari platform binaan dan membersihkan bahan sokongannya.
Bahagian RAW FDM mempunyai garisan lapisan yang boleh dilihat. Pelbagai pilihan kemasan seperti mengempelas tangan, pemasangan atau cat kosmetik boleh digunakan untuk menghasilkan kepingan yang licin dan rata.
Walaupun bahagian FDM dibina dengan termoplastik seperti ABS, polikarbonat dan ultem, kedua-duanya berfungsi dan tahan lama.
4. Sintering laser selektif (SLS)
Percetakan SLS ialah percetakan berasaskan serbuk laser yang menggunakan serbuk sebagai bahan mentah dan bukannya filamen atau resin. Proses pencetakan bermula dengan menurunkan takungan serbuk dan mengisinya dengan serbuk termoplastik, biasanya nilon.
Zarah-zarah yang membentuk serbuk adalah bulat, dengan diameter kurang daripada 100 mikron dan tekstur yang licin. Ini membolehkan serbuk disebarkan dalam lapisan nipis dan padat, yang penting untuk kejayaan cetakan SLS.
Sebelum memulakan cetakan, serbuk dipanaskan tepat di bawah suhu leburnya melalui gegelung pemanasan dan, dalam beberapa kes, lampu inframerah. Serbuk disimpan pada suhu ini sepanjang cetakan untuk memudahkan laser mencairkan serbuk kerana sejumlah kecil tenaga akan diperlukan. Ia juga menghalang bahagian yang dicetak daripada meleding disebabkan kecerunan suhu.
Penyebar serbuk seperti bilah atau penggelek mencipta lapisan seragam nipis pada platform binaan; kemudian, laser secara selektif memanaskan kawasan kawasan binaan untuk mencairkan serbuk dalam geometri yang ditentukan. Bahagian ini diulang, dengan setiap bahagian semakin tinggi selepas setiap lapisan.
Perlu jelas bahawa jika terdapat kerosakan atau artifak dalam serbuk, kecacatan ini akan diterjemahkan terus ke bahagian tersebut, mengakibatkan sifat mekanikal yang lemah atau kemungkinan kegagalan cetakan. Itulah sebabnya lapisan licin dan seragam adalah penting.
Apabila semuanya berjalan lancar, serbuk yang tidak dimasukkan sepenuhnya membungkus bahagian yang dicetak. Ini bermakna bahan sokongan tidak diperlukan untuk percetakan SLS; sebarang geometri boleh dicetak. Satu-satunya sekatan ialah perlu ada ruang yang cukup untuk mengeluarkan bedak lepas selepas cetakan.
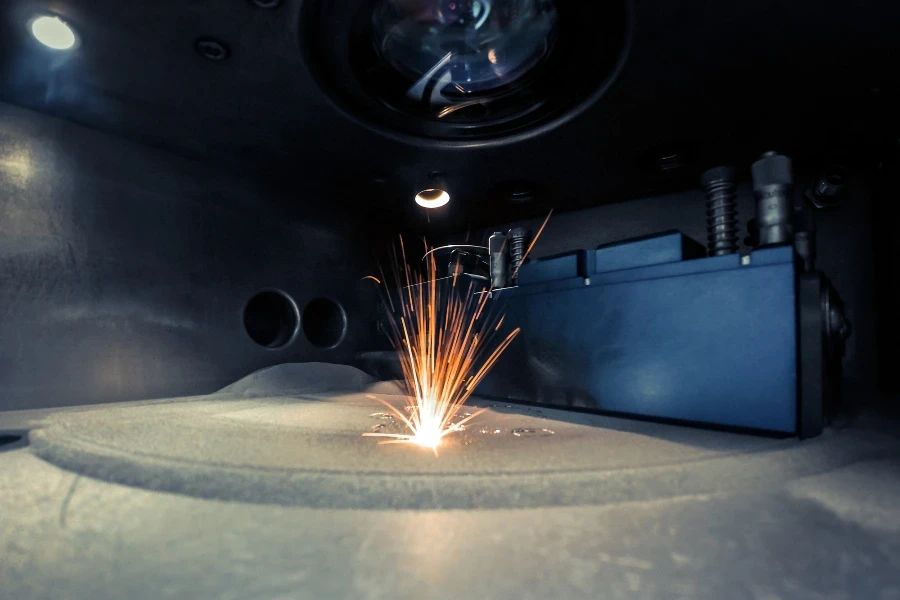
5. Peleburan laser terpilih (SLM)

. pencairan laser terpilih proses menggunakan bahan serbuk logam untuk membina objek lapisan demi lapisan. Ia digunakan untuk mencipta objek menggunakan pelbagai logam, yang biasanya mempunyai ketumpatan tinggi. Teknologi percetakan 3D ini menggunakan laser untuk mencairkan serbuk logam, yang menyejukkan dan memejalkannya.
Setiap kitaran laser menghasilkan hirisan baharu objek yang sedang dibuat, dan kemudian platform kerja diturunkan dengan tepat mengikut ketebalan satu sisi apabila pengikis mengagihkan semula serbuk. Logam cair menjadi pejal, dan proses itu diulang.
Laser menggabungkan lapisan lama dan baru sehingga prototaip selesai. Setiap komponen dikimpal pada platform kerja dengan sokongan tertanggal selepas komponen dikeluarkan.
Objek siap dikeluarkan daripada serbuk kitar semula yang tidak digunakan dan dibebaskan daripada serbuk berlebihan, menghasilkan produk perkilangan yang sangat lasak.
Pencairan laser terpilih membuktikan nilainya apabila komponen kompleks perlu dihasilkan dengan cepat. Ia juga membolehkan pengeluaran produk kompleks dengan elemen fungsi bersepadu seperti penyejukan yang sesuai.
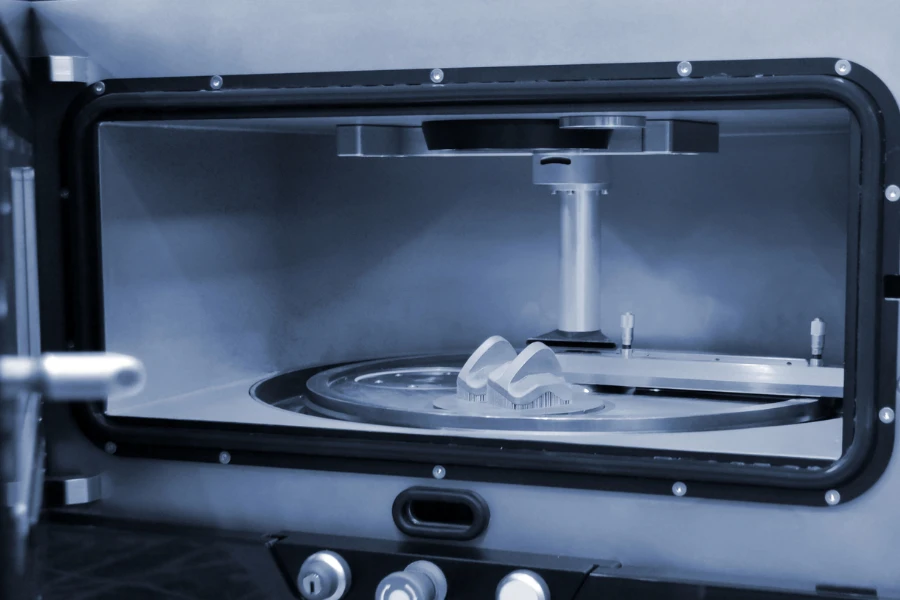
6. Peleburan rasuk elektronik (EBM)
Pencairan rasuk elektronik ialah proses pembuatan bahan tambah logam dengan titik permulaannya ialah lapisan serbuk logam bercantum lapisan demi lapisan untuk membina bahagian logam pepejal menggunakan pancaran elektron.
Berbanding dengan teknik gabungan katil serbuk laser yang lebih biasa seperti SLS dan SLM, ia adalah proses bertenaga tinggi, oleh itu menggunakan pancaran elektron.
Pencairan rasuk elektronik biasanya berlaku di dalam mesin di bawah vakum pada suhu tinggi. Seorang pengguna bermula dengan menyebarkan lapisan serbuk logam ke seluruh kawasan binaan dan memanaskan semua serbuk itu. Kemudian, pancaran elektron menggabungkannya dengan mencairkan tempat yang diperlukan untuk membina objek.
Proses ini diulang untuk akhirnya berakhir dengan blok separa pepejal atau kek serbuk yang mengandungi bahan berbutir yang telah dipanaskan. Langkah seterusnya memerlukan nyah kuasa blok dan kemudian meneruskan dengan aliran kerja.
Salah satu faedah EBM ialah sumber tenaga yang lebih tinggi memungkinkan untuk menggunakan diameter yang lebih besar serbuk logam, yang juga lebih mudah untuk digunakan. Ia juga tidak mempunyai sebarang risiko pernafasan apabila bekerja dengan serbuk halus. Oleh itu, dengan EBM, bekerja dengan serbuk dan berada di sekelilingnya tanpa peralatan keselamatan khas adalah mungkin.
Satu lagi kelebihan pencairan rasuk elektronik ialah ia berlaku pada suhu yang lebih tinggi daripada gabungan katil serbuk laser. Ini diterjemahkan kepada pengurusan yang lebih baik terhadap tegasan haba, kurang meledingkan dan herotan, dan ketepatan dimensi yang lebih baik.
Peleburan rasuk elektronik biasanya digunakan untuk membuat implan perubatan, walaupun ia juga telah digunakan dalam kejuruteraan aeroangkasa dan automotif.
7. Pembuatan objek berlamina (LOM)
Teknologi percetakan 3D yang lain ialah pembuatan objek berlamina. Pembuatan objek berlamina, atau LOM, ialah proses prototaip pantas di mana kertas bersalut, plastik atau lapisan berlamina logam berjaya digam bersama dan dipotong mengikut bentuk dengan alat pemotong atau pemotong laser.
Setiap lapisan proses pembinaan mengandungi keratan rentas satu daripada banyak bahagian. Sebelum pemprosesan bermula, imej daripada fail STL terbitan CAD disalurkan ke pencetak. Perisian sistem LOM mengira dan mengawal fungsi penghirisan, manakala laminasi dan orientasi objek berlaku secara manual.
Dalam proses pembinaan, sistem mencipta keratan rentas model 3D, mengukur ketinggian tepat model dan menghiris satah mendatar dengan sewajarnya. Perisian itu kemudiannya imej rentas menetas dan perimeter model.
Rasuk yang lebih besar memotong ketebalan satu lapisan bahan pada satu masa, dan selepas perimeter dibakar, sempadan model akan dibebaskan daripada helaian yang tinggal.
Platform dengan timbunan lapisan yang terbentuk sebelum ini menurun, dan bahagian baharu bahan meningkat.
Platform naik, dan penggelek yang dipanaskan melaminakan bahan pada timbunan dengan gerakan salingan tunggal, mengikatnya pada lapisan sebelumnya. Kemudian, pengekod menegak mengukur ketinggian cerucuk dan menyampaikan ketinggian baharu untuk dihiris. Urutan ini berterusan sehingga semua lapisan dibina.
Pemprosesan bahan berikut selepas bahan dirumus sepenuhnya, yang melibatkan pengasingan bahagian berlamina dari blok LOM. Selepas diasingkan, objek boleh diampelas, digilap, atau dicat seperti yang dikehendaki.
Bagaimana untuk memilih proses pencetakan 3D yang betul
Perniagaan boleh memilih yang betul Percetakan 3D kaedah hanya jika mereka mempertimbangkan beberapa faktor utama. Berikut ialah tiga elemen utama untuk diutamakan sebelum melabur dalam teknologi tertentu.
1. Keupayaan pembuatan atau proses
Pertama, apabila memilih teknologi percetakan 3D, ia bergantung kepada kepraktisan prosedur untuk membuat produk. Ciri fizikal objek yang dihasilkan boleh membantu pengguna mengecilkan metodologi percetakan. Ini termasuk ketebalan, ketepatan, saiz atau struktur sokongan produk siap yang dikehendaki.
Sebagai contoh, ketebalan dinding minimum dalam percetakan SLA ialah 0.6mm, manakala pemprosesan cahaya digital boleh menampung sehingga 0.2mm. Hasil objek yang dicetak adalah paling kurang tepat dengan pemendapan bercantum, manakala SLA adalah yang paling tepat dan mempunyai resolusi tertinggi.
Walaupun SLS atau SLA sangat baik untuk kebanyakan keperluan pencetakan 3D, reka bentuk yang lebih kompleks yang memerlukan pengendalian pakar boleh dicapai melalui percetakan FDM, EBM atau LOM.
2. Ciri atau kefungsian bahagian hujung

Satu lagi cara untuk memilih proses pencetakan 3D yang ideal ialah dengan mempertimbangkan kefungsian produk akhir. Ini memerlukan melihat kepada ketidakpekaan terhadap keadaan persekitaran, fleksibiliti, ketegaran dan aspek fizikal lain seperti rintangan kimia dan haba, keselamatan ekologi, dan jika ia boleh dimakan.
Pendedahan kepada kelembapan atau cahaya matahari boleh menjejaskan kualiti produk; oleh itu, rintangan haba dan lembapan tidak terjamin berasaskan resin proses seperti SLA atau DLP. Oleh itu, pengguna boleh mempertimbangkan kaedah berasaskan infusi serbuk seperti teknologi percetakan EBM, SLM atau LOM. Selain itu, item yang dicetak menggunakan teknologi ini mempunyai sifat kimia yang paling kuat.
Ini bermakna SLA dan DLP akan sesuai dengan pencetakan bahan yang tidak akan terdedah kepada unsur luaran yang keras, manakala kaedah pensinteran laser terpilih pencairan pancaran elektronik berfungsi paling baik untuk mencetak bahan gred industri.
3. Bahan dan kemasan

Akhir sekali, perniagaan mesti menekankan jenis bahan yang akan mereka gunakan untuk menghasilkan objek dan kemasan yang mereka harapkan daripada cetakan. Bahan yang paling biasa digunakan untuk percetakan 3D termasuk filamen, serbuk, dan resin, di mana bahan ini dikelaskan lagi kepada polimer atau plastik, logam, seramik dan komposit.
Plastik juga dikategorikan kepada termoplastik dan termoset. SLS dan FDM paling sesuai untuk termoplastik, manakala teknologi pencetakan terbaik untuk termoset ialah stereolitografi dan Pemprosesan Cahaya Digital (DLP).
Bahan logam mempunyai kualiti terkuat dan sesuai dengan aeroangkasa, automotif dan aplikasi perubatan. Jenis bahan juga penting apabila membuat bahagian yang kuat seperti engsel pintu atau bahagian logam lain untuk aplikasi ringan. Proses SLM, LOM dan EBM menawarkan penyelesaian percetakan untuk keperluan tersebut.
Sementara itu, teknologi percetakan yang berbeza ini juga mempunyai kemasan yang berbeza. Sebagai contoh, mereka yang mencari kemasan bersalut atau berkilat boleh memilih teknik SLA dan FDM. SLA dan DLP akan melaksanakan penamat yang jelas. Kemasan yang dicelup atau matte adalah mungkin apabila menggunakan pensinteran laser terpilih.
Kesimpulan
Akhirnya, terdapat teknologi pencetakan 3D yang berbeza, dan pemilihan yang betul datang dari keperluan pengguna. Faktor lain, seperti bahan dan kepraktisan, juga akan menentukan jenis teknologi yang akan digunakan. Pengguna bersedia untuk memulakan perjalanan pencetakan 3D yang berjaya boleh meneroka pelbagai pencetak 3D yang boleh dipercayai pada Chovm.com.




 বাংলা
বাংলা Nederlands
Nederlands English
English Français
Français Deutsch
Deutsch हिन्दी
हिन्दी Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Bahasa Melayu
Bahasa Melayu മലയാളം
മലയാളം پښتو
پښتو فارسی
فارسی Polski
Polski Português
Português Русский
Русский Español
Español Kiswahili
Kiswahili ไทย
ไทย Türkçe
Türkçe اردو
اردو Tiếng Việt
Tiếng Việt isiXhosa
isiXhosa Zulu
Zulu