Vergeleken met andere metaalsnijmethoden heeft lasersnijden enorme voordelen. Het kan bijvoorbeeld snel non-ferromaterialen snijden, verbruikt minder energie, is betrouwbaar en kan complexe vormen snijden. Kopers moeten een geschikte lasersnijmachine kopen om van de genoemde voordelen te genieten. Voordat u besluit welke lasersnijmachine u wilt kopen, moet u de factoren begrijpen die de snijkwaliteit van een lasermachine beïnvloeden.
Dit artikel gaat over welke normen de kwaliteit van lasersnijden beoordelen. Ook zal het ingaan op de soorten lasersnijmachines.
Inhoudsopgave
Soorten lasersnijmachines
Welke normen beoordelen de kwaliteit van lasersnijmachines?
Conclusie
Soorten lasersnijmachines
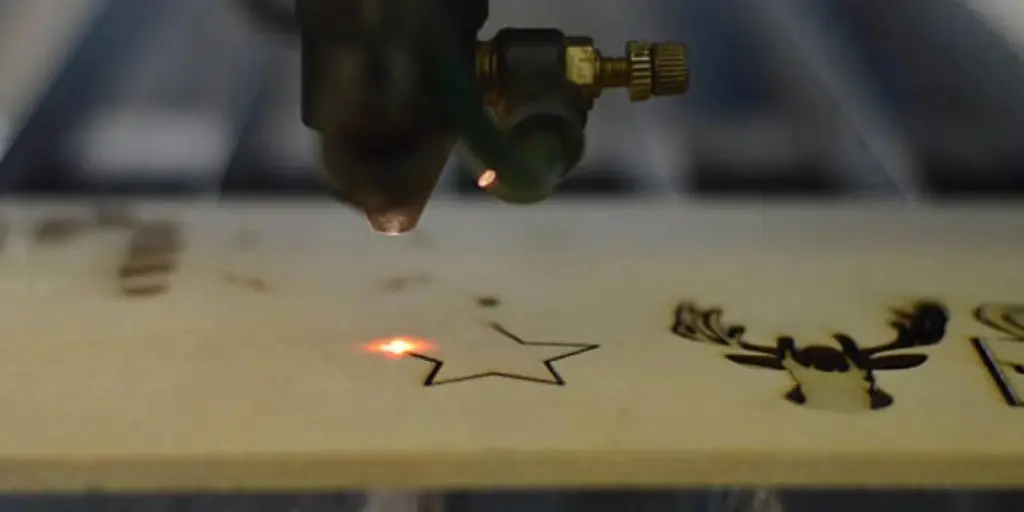
Lasersnijden is een fabricagemethode waarbij een krachtige laserstraal wordt gebruikt die gericht is op het snijden van werkstukken in aangepaste ontwerpen en vormen. Dit omvat verschillende soorten snijden, namelijk: oxidatiesnijden, fusiesnijden en scribing. Het snijproces wordt uitgevoerd met veel precisie, hoogwaardige randafwerking en nauwkeurigheid. Het omvat ook minder verontreiniging, minder verspilling en minder schade aan het materiaal.
Wanneer de basis lasersnijprocessen correct worden uitgevoerd, is het resultaat een precieze snede. De cruciale fasen omvatten:
– Het genereren van de juiste intensiteitsbundel
– Focussen van de straal op het werkstuk
– Uitstoten van materiaal door verhitting en smelten
– Het verplaatsen van de balk om de volledige snede te produceren
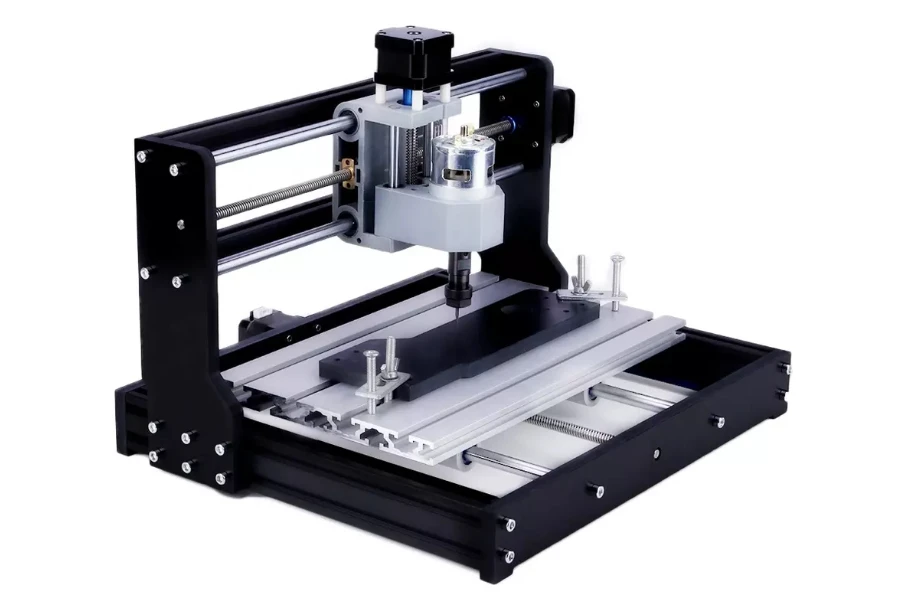
Lasersnijmachines zijn verkrijgbaar in verschillende typen die gecategoriseerd zijn in vloeistof, gas en vaste stof. Ze worden onderscheiden op basis van de staat van het actieve lasermedium, dat een gas, vaste stof of vloeibaar materiaal kan zijn.
Hieronder staan de belangrijkste soorten lasers:
1. CO2 lasersnijders

Het actieve lasermedium voor CO2-lasers is een koolstofdioxidemengsel. Aanvankelijk werden deze lasers gebruikt om niet-metalen materialen te snijden, omdat ze niet krachtig genoeg waren om door metalen heen te prikken. Met de vooruitgang van lasertechnologie zijn CO2-lasers in staat gesteld om metalen te snijden, maar ze zijn het meest geschikt voor het snijden van organische en niet-metalen materialen.
2. Kristallasersnijders
Er wordt gebruik gemaakt van verschillende media kristallasers. Sommige omvatten neodymium-gedoteerde yttrium orthovanadaat en neodymium-gedoteerde yttrium aluminium granaat. De media kunnen door zowel metalen als niet-metalen materialen snijden omdat ze zeer krachtig zijn. Bovendien zijn kristallasers vrij duur en hebben ze een korte levensduur in vergelijking met andere soorten lasers.
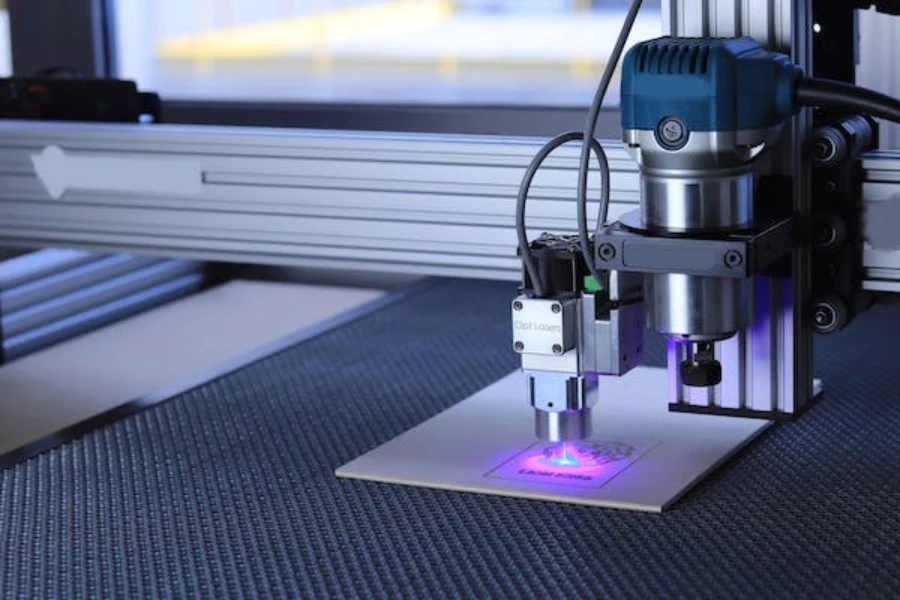
3. Vezellasersnijders

Fiberlasers genereer een straal door een reeks laserdiodes die vervolgens via optische vezels wordt verzonden en op het werkstuk wordt gericht. Tijdens dit proces wordt de straal goed versterkt om de vereiste sneden uit te voeren. Vezellasers zijn goedkoper en gaan langer mee dan kristallasers.
Welke normen beoordelen de kwaliteit van lasersnijmachines?
Door de jaren heen, de lasersnijmachine is snel ontwikkeld om de toepassing ervan in de metaalverwerkende industrie te verbeteren. Het heeft een aantal voordelen behaald, waaronder een smalle snijbreedte, hoge snijsnelheid, hoge precisie en brede toepassingen.
Niettemin is de kwaliteit van lasersnijmachines op maat gemaakt met bepaalde vereisten die de voorkeur van kopers bepalen. Dit komt door de geavanceerde technologie, ontwikkeling van productie en toepassing van nieuwe processen. Als gevolg hiervan hangt de keuze van een lasersnijmachine af van de kwaliteit die deze kan bieden.
Er zijn ook specifieke factoren die de kwaliteit van het lasersnijden beïnvloeden, waaronder:
– Laservermogen
– Laserbron
– Laser snijsnelheid
– Hulpgas
– Laserfocus
- Mondstuk
– Gasdruk
Hieronder staan factoren die de effectiviteit en kwaliteit van een lasersnijmachine isoleren en evalueren.
1. Ruwheid
De snijgleuf heeft een bepaalde ruwheid die gebaseerd is op de diepte van de verticale lijnen die op het snijvlak verschijnen. Standaard ruwheid, R, neemt af met toename van laservermogen en neemt toe met plaatdikte. Bijvoorbeeld, met laservermogen van 800W, is de ruwheid 10um voor 1mm plaatdikte, 20um voor 3mm en 25um voor 6mm plaatdikte.
Hoge ruwheid betekent slechte snijkwaliteit en wordt weergegeven door verticale lijnen die duidelijk en diep zijn. De goede en gladde snijkwaliteit is het resultaat van lage ruwheid waarbij de verticale lijnen erg ondiep zijn. Ruwheid beïnvloedt het uiterlijk en de wrijvingseigenschappen. Het doel is om de ruwheid te minimaliseren met een ondiepere textuur om een hogere snijkwaliteit te bereiken.
2. Storing
De kwaliteit van lasersnijden kan worden bepaald door de vorming van bramen. Het hulpgas blaast alle aanwezige slak weg nadat de laser door het materiaal snijdt. Niettemin koelt een deel van de slak af en blijft aan de onderkant van het werkstuk hangen om bramen te vormen. Enkele van de factoren die bramen veroorzaken zijn onvoldoende luchtdruk, dikke platen en niet-passende invoersnelheden. Het verwijderen van bramen vereist extra werk. Als gevolg hiervan geven de hoeveelheid en ernst van bramen de kwaliteit van lasersnijden aan.
3. Verticaliteit
De verticaliteit van de snijkant wordt meestal in overweging genomen wanneer de dikte van het plaatmetaal meer dan 10 mm bedraagt. Dit komt omdat hoe verticaler de rand is, hoe hoger de snijkwaliteit. Tijdens het lasersnijproces wordt de laser divergent weg van de focus. De snede zal breder worden naar de onderkant of bovenkant, op basis van de focuspositie. Bovendien wijkt de snijkant slechts een paar honderdsten van een millimeter af van de verticale lijn.
4. Materiaalafzetting
Voor het perforeren en smelten van het materiaal, slaat de lasersnijmachine een laag olieachtige vloeistof op het oppervlak van het werkstuk. Lasersnijden is niet geschikt voor sommige materialen vanwege dit vergassingsproces. Een koper moet de wind gebruiken om de insnijding te elimineren. De neerwaartse en opwaartse ontlading vormt echter een afzetting op het oppervlak. De hoeveelheid afzetting moet worden gecontroleerd door de juiste snijgrootte, laservermogen en nozzle-uitlijning te gebruiken.
5. Snijmaat
Om een soepele montage en gebruik van mechanische componenten die door lasers zijn gesneden te bereiken, moet de snijmaat correct zijn. Dit wordt meestal de laserkerf genoemd, wat het deel van het materiaal is dat wegbrandt wanneer de laser door een werkstuk brandt. De laserkerf varieert van 0.08 mm tot 1 mm op basis van het materiaaltype.
Kopers moeten de snijmaat meten met een schuifmaat om te verzekeren dat deze voldoet aan de vereisten. Deze mag de tolerantie van de lasersnijmachine niet overschrijden. Ook moet de uiteindelijke impact van het lasersnijden hetzelfde zijn als het huidige snijpad. Onjuiste instellingen of problemen met de spuitmond zouden leiden tot een onjuist lichtpad. Met name onjuiste instellingen en een niet-uitgelijnde spuitmond zullen geen volledig rond product opleveren.
6. Piercingkwaliteit
Bij het lasersnijproces slaat de snijkop een klein gaatje in het oppervlak van het werkstuk. Samen met de daaropvolgende lineaire beweging wordt het perforatieproces ook wel piercing genoemd. De kwaliteit van het piercen is een belangrijk aspect dat wordt getest om vast te stellen of een lasersnijmachine de vereiste parameters heeft. Kopers moeten tijdens het proces controleren op abnormale geluiden, abnormale vonken of grotere piercinggaten. Elk van deze zal duiden op onjuiste parameters die door de lasermachine worden vertoond.
7. Hitte-beïnvloede zone
Een lasersnijmachine bereikt het snij-effect door het materiaal te verdampen of te smelten. De laser verwarmt het materiaal rond de snijspleet, wat leidt tot een verandering in de moleculaire structuur. Dit gebied waar de moleculaire structuur verandert door laserbestraling wordt de warmte-beïnvloede zone genoemd. De grootte van de warmte-beïnvloede zone moet redelijk zijn.
8. Verwerkingssnelheid
De lasersnelheid is afhankelijk van het laservermogen en de straalmodus. Een lasersnijmachine kan een maximale snijsnelheid van 3 m per minuut registreren. Een 1500W fiberlasersnijmachine kan bijvoorbeeld 3 mm dik koolstofstaal snijden met een maximale snelheid van 3.6 m per minuut. Een 1000W fiberlasersnijmachine kan 6 mm dik koolstofstaal snijden met een snelheid van 1.4 m per minuut.
Door het vermogen van de lasersnijmachine te verhogen, kan de snijsnelheid worden verhoogd. Het vermogen omvat het algemene laseruitgangsvermogen en de kwaliteit van de straal. Bovendien beïnvloedt het brandpunt de lasersnijsnelheid. De lasersnijsnelheid op metalen is evenredig met de dichtheid en dikte van het materiaal. De lasersnijsnelheid moet op de juiste manier worden aangepast om een kwaliteitssnede te bereiken.
9. Positioneringsnauwkeurigheid
Gemiddeld hebben de meeste lasers een hoge precisie snijcapaciteit. Kopers moeten lasersnijmachines overwegen met een positioneringsprecisie van ongeveer 0.05 mm en een herhaalpositioneringsnauwkeurigheid van ongeveer 0.03 mm. Dit garandeert een lasersnijmachine van goede kwaliteit die gladde afwerkingen zonder bramen geeft. Hoge nauwkeurigheid wordt bereikt wanneer de coherente lichtbundel het materiaaloppervlak binnengaat. De bundel dringt door in het werkstuk en het licht verstrooit om een rand-taps toelopende conditie te creëren. Meestal is het gat waaruit de bundel aan de zijkant van het werkstuk komt kleiner in diameter dan de kant waar hij binnenkomt.
Conclusie
Kopers moeten de besproken factoren bestuderen en analyseren die de snijkwaliteit van een lasermachine beïnvloeden. Het snijproces is vrij complex, dus het vereist de maximale precisie van de apparatuur. Kopers moeten begrijpen en in staat zijn om een laser cutter die bevredigende snijresultaten geeft en de gewenste producten maakt. Om efficiënte en hoogwaardige lasersnijmachines te vinden, bezoek Chovm.com.



