
Mbinu za kulehemu za MIG na TIG hujiunga na metali kwa kutumia arc ya umeme na gesi ya kinga ambayo huunda weld. Ingawa zinafanana kwa njia nyingi, zina sifa zinazowatofautisha. Kwa kuwa kila moja ya njia hizi ina faida na hasara zake, ni muhimu kuwa na taarifa zote kabla ya kuamua ni njia gani ya kutumia.
Makala hii itaangazia tofauti kuu kati ya njia za kulehemu za MIG na TIG. Zaidi ya hayo, itajadili faida na hasara zao.
Orodha ya Yaliyomo
Je! Kulehemu kwa MIG ni nini?
Kulehemu kwa TIG ni nini?
Tofauti kati ya kulehemu ya MIG na TIG
Hitimisho
Je! Kulehemu kwa MIG ni nini?

Gesi ya ajizi ya chuma kulehemu pia huitwa kulehemu kwa arc ya chuma ya gesi (GMAW). Utaratibu huu hutumia safu ya nusu-otomatiki au ya kiotomatiki kabisa kutengeneza weld na nyenzo ya kujaza elektrodi ya waya. Pia hutumia gesi ya kukinga ili kulinda weld, kuimarisha kupenya kwa weld, na kupunguza upenyo wa ushanga.
Gesi ya kinga na electrode hulishwa kupitia tochi ya kulehemu au bunduki. Mchanganyiko wa gesi ya kinga ni pamoja na 75% ya argon na 25% ya dioksidi kaboni. Mchanganyiko mwingine unaweza kutumika kulingana na vifaa katika mchakato wa kulehemu na vigezo vingine kama ukubwa na unene wa vifaa vya kazi. Kipenyo cha elektrodi ya waya inayoweza kutumika hutofautiana kulingana na aina za chuma zinazounganishwa, usanidi wa viungo, na unene wa sehemu. Electrode inalishwa ndani ya weld kwa kasi ambayo imedhamiriwa na mipangilio ya kasi ya kulisha waya (WFS) ili kutoa weld ya kutosha kujiunga na chuma.
faida
- Muda mfupi wa uzalishaji wa welds
- Gharama za chini kwani nyenzo zinapatikana kwa urahisi
- Rahisi kujifunza na weld katika pembe ngumu
- Rahisi kuunda welds ambazo hazihitaji kusafisha na kumaliza
Africa
– Welds chini ya muda mrefu kutokana na chini ya usahihi na nguvu
– welds chini aesthetically kupendeza
- Ni ngumu zaidi kudhibiti shanga za weld
– Welders zinahitaji ulinzi dhidi ya mafusho
Kulehemu kwa TIG ni nini?

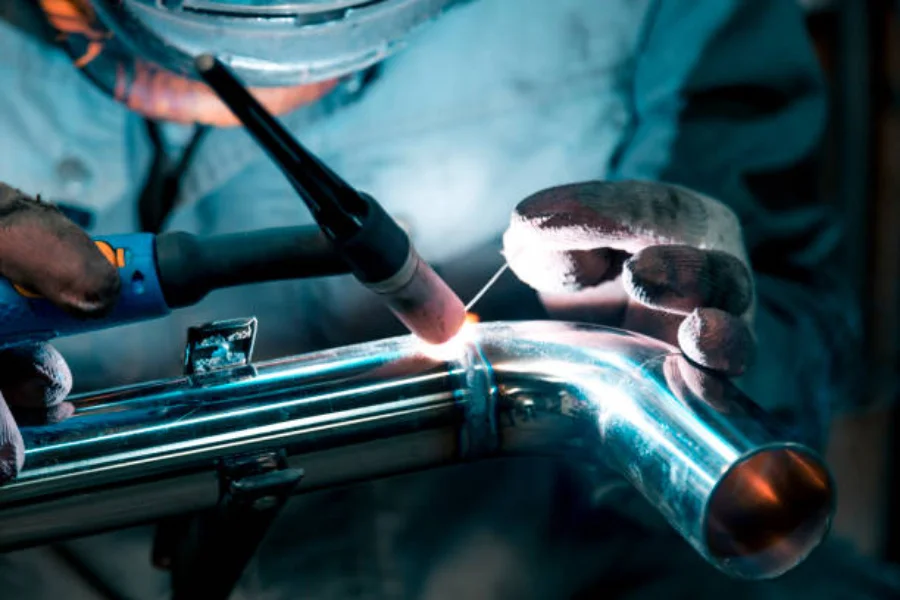
Gesi ya ajizi ya Tungsten kulehemu pia huitwa gesi tungsten arc kulehemu (GTAW). Mchakato hutumia arc na electrode ya tungsten isiyoweza kutumika pamoja na nyenzo tofauti za kujaza zinazoweza kutumika. Kijazaji hiki ni fimbo ambayo inalishwa kwa mikono kwenye bwawa la weld; hivyo mikono yote miwili hutumiwa, ambapo moja inashikilia tungsten na nyingine, fimbo ya kujaza.
Weld inayofanywa huamua utungaji na ukubwa wa fimbo ya kujaza. Mchakato wa kulehemu wa TIG hutumia gesi ya kinga ambayo ni argon 100%. Dioksidi kaboni haitumiwi kwa sababu inaongoza kwa Tungsten malezi ya oksidi, ambayo huvaa electrode mapema na kuchafua weld. Utaratibu huu pia unahitaji kanyagio cha mguu kwa mwendeshaji kudhibiti amperage na kurekebisha joto wakati wa kulehemu.
faida
– Welds nyingi zenye uwezo wa kuunganisha anuwai ya metali nyembamba na ndogo
- Nguvu zaidi, za kupendeza, na welds sahihi
- Nyenzo ya kujaza ni ya hiari
Africa
- Polepole kutokana na kazi zaidi ya maandalizi, kuongeza nyakati za uzalishaji
- Mchakato wa gharama kubwa kwani unahitaji vifaa na wakati zaidi
- Ni ngumu kujifunza kutoa weld sahihi na sahihi
Tofauti kati ya kulehemu ya MIG na TIG
1. Gharama

Kwa kuzingatia gharama kwa kila mguu wa bead, kulehemu kwa TIG kunagharimu zaidi ya kulehemu kwa MIG. Kuna viwango vya chini vya uwekaji katika welds za TIG ambazo zinahitaji waendeshaji wenye uzoefu zaidi, ambao ni gharama kubwa kuwaajiri. Mchakato pia unahitaji kazi zaidi ya maandalizi, ambayo huongeza gharama ya jumla. Kwa kuongeza, vifaa vya kulehemu vya MIG na vifaa huwa na gharama ya chini kuliko katika TIG. Sababu hizi zote zinaonyesha kwamba welds TIG ni gharama kubwa zaidi ikilinganishwa na welds MIG.
2. kasi
Vichocheo vya MIG vilivyopozwa kwa hewa hulisha nyenzo za kichungi kiotomatiki kwenye bwawa la kulehemu na huwa na upinde mpana na wa duara ambao huondoa joto kwa urahisi. Kama matokeo, waendeshaji husogeza dimbwi la weld haraka huku wakifanya mbio ndefu bila joto kupita kiasi.
Kwa upande mwingine, welder wa TIG hawawezi kusambaza vijiti vya kujaza vya kutosha ili kushinda kasi ya kulehemu ya MIG kwani hawawezi kusogeza dimbwi la weld haraka. Pia, mienge ya hewa iliyopozwa katika kulehemu ya TIG mara nyingi hupata moto sana wakati wa kukimbia kwa muda mrefu wa kulehemu. Kwa kawaida, zinahitaji kupoa au kubadilishwa kwa mienge ya gharama kubwa zaidi ya maji.
3. Nyenzo zinazotumika
Kuna tofauti ndogo kati ya TIG na MIG linapokuja suala la uteuzi wa nyenzo. Mbinu zote mbili za kulehemu za arc zinafaa kwa anuwai ya metali kama vile chuma cha kaboni, alumini na chuma cha pua. Hata hivyo, kulehemu kwa TIG hufanya vizuri zaidi na metali nyembamba, wakati kulehemu kwa MIG kunafaa kwa metali nene. Zaidi ya hayo, kulehemu TIG inatoa udhibiti bora wa uendeshaji, ambayo hupunguza uharibifu wa workpiece.
4. Weld nguvu
TIG welds ni nguvu zaidi kuliko yale yanayotokana na kulehemu MIG. Hii ni kwa sababu welders wa TIG huunda arc nyembamba na yenye kuzingatia ambayo inatoa kupenya bora ndani ya chuma. Pia, shanga za weld za TIG, ikiwa zinatumiwa kwa usahihi, zina mashimo machache na kasoro nyingine zinazowezekana ambazo zinaweza kudhoofisha weld.
Hata hivyo, welds MIG inaweza kuunda welds nguvu na kupenya nzuri chuma kwa kukata au kusaga Groove V-umbo katika pamoja. Hii inapaswa kufanyika kabla ya kuanza mchakato wa kulehemu ili kuboresha kupenya. Zaidi ya hayo, mnunuzi anaweza kuchukua fursa ya kasi nzuri ya usafiri na tochi ili kuboresha uimara wa welds za MIG.
5. Ugumu wa mchakato
Mchakato wa kulehemu wa MIG ni rahisi kujifunza kinyume na kulehemu kwa TIG. Hii ni kwa sababu kulehemu kwa TIG kunahusisha matumizi ya mikono miwili, ambapo mmoja husogeza tochi ya kulehemu na mwingine hulisha fimbo ya kichungi kwenye bwawa la kulehemu. Kwa kuongeza, kuna kanyagio cha mguu kinachotumiwa kudhibiti amperage. Harakati hizi zote zinahitaji kusawazishwa ili kufikia weld inayohitajika na kwa hivyo inaweza kuwa ngumu kudhibiti.
TIG ni mchakato wa juu zaidi wa kulehemu kwani metali zilizounganishwa zinapaswa kusafishwa na kutayarishwa vizuri kwa mchakato huo. Kwa kulinganisha, kulehemu kwa MIG ni rahisi kujua. Hakuna kanyagio cha mguu kudhibiti na nyenzo za kujaza hulishwa kiatomati kwenye bunduki ya kulehemu, ambayo inahitaji mkono mmoja tu kuunda weld.
6. Electrode
The electrode inayotumika katika MIG au TIG hutofautiana. Mchakato wa kulehemu wa MIG hutumia elektrodi ya waya inayoweza kulishwa wakati wa kuunganisha vipande viwili vya chuma. TIG, kwa upande mwingine, hutumia electrode ya tungsten isiyoweza kutumika pamoja na chuma tofauti cha kujaza. Matokeo yake, wanunuzi watatumia mkono mmoja kuchomelea MIG kinyume na TIG, kulehemu ambapo wanahitaji kuwa na mkono mmoja kwenye tochi na mwingine kwenye nyenzo za kujaza.
7. Chanzo cha nguvu
Katika kulehemu MIG, chanzo cha moja kwa moja cha sasa (DC) hutumiwa kuunda utulivu katika arc ya umeme. Nguvu pia hutoa kupenya kwa kutosha kwa metali. Kinyume chake, kulehemu kwa TIG kunapeana matumizi mengi kwani inaweza kupata nguvu kutoka kwa vyanzo vya nishati mbadala vya sasa (AC) na mkondo wa moja kwa moja (DC). Hata hivyo, uteuzi wa nguvu inategemea metali kwa weld, kiasi cha spatter katika weld pool, na taka arc umeme.
8. Weld aesthetics
TIG welds huonyesha sifa bora za urembo ikilinganishwa na welds za MIG. Vilehemu vya TIG vina vinyunyizio kidogo au havina kabisa ambavyo vinahitaji ung'aaji mwepesi ili kukamilisha na kuondoa kubadilika rangi. Kwa mfano, sarafu za TIG zilizochochewa hutumika kama weld ya kupendeza zaidi na zinaweza kutumika kufanya weld ambazo hazijapakwa zionekane bora.
Kinyume chake, welds za MIG hazihitajiki sana kwa mwonekano. Inahitaji welder wenye uzoefu ili kuunda shanga za weld za MIG zinazoonekana vizuri. Kulehemu kwa MIG ni sawa kwa programu ambazo mwonekano hauzingatiwi kuwa muhimu. Zaidi ya hayo, aesthetics haihitajiki ambapo welds zinapaswa kupakwa ili kufunika kuonekana kwa pamoja.
Hitimisho
Kwa wazi, MIG na TIG zinaweza kuonekana kuwa bora zaidi kuliko nyingine kwani michakato ya kulehemu ina faida na hasara kulingana na hali ya utumiaji. MIG kwa ujumla ni rahisi kujifunza na kwa haraka zaidi huku TIG ikichukuliwa kuwa hutoa welds za ubora wa juu. Walakini, kesi zote mbili zinaweza kuwa na tofauti na chaguo la mnunuzi inategemea kazi zinazoshughulikiwa. Wanunuzi wanapaswa kuzingatia miradi hiyo na kuzingatia mambo kadhaa kama vile gharama, aina ya nyenzo, vifaa, na mahitaji ya baada ya usindikaji ili kufanya uchaguzi sahihi wa kulehemu. Ili kupata vifaa vya ubora wa kulehemu, tembelea Chovm.com.




 বাংলা
বাংলা Nederlands
Nederlands English
English Français
Français Deutsch
Deutsch हिन्दी
हिन्दी Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Bahasa Melayu
Bahasa Melayu മലയാളം
മലയാളം پښتو
پښتو فارسی
فارسی Polski
Polski Português
Português Русский
Русский Español
Español Kiswahili
Kiswahili ไทย
ไทย Türkçe
Türkçe اردو
اردو Tiếng Việt
Tiếng Việt isiXhosa
isiXhosa Zulu
Zulu