In 3D là một trong những công nghệ mang tính cách mạng nhất của thế kỷ 21st thế kỷ, và nó đang không ngừng biến đổi cách thức tạo ra, thiết kế và xây dựng mọi thứ. Do đó, không có gì ngạc nhiên khi ngành in 3D là một trong những ngành quan trọng nhất mà các nhà bán lẻ sản xuất cần chú ý.
Tuy nhiên, nhiều người mua có thể gặp khó khăn trong việc cập nhật những cải tiến khác nhau trong công nghệ in 3D. Bài viết này sẽ thảo luận về bảy công nghệ chính cần biết và cung cấp các mẹo quan trọng để lựa chọn quy trình in phù hợp.
Mục lục
In 3D là gì?
Tổng quan về ngành in 3D
7 loại công nghệ in 3D
Cách chọn quy trình in 3D phù hợp
Kết luận
In 3D là gì?
In 3D là một phần của quy trình được gọi là sản xuất bồi đắp, trong đó vật thể được tạo ra bằng cách thêm từng lớp vật liệu. Trong khi quy trình này được sử dụng trong sản xuất lớn để tạo ra các bộ phận ô tô hoặc các thành phần động cơ jeet, nó cũng có thể được sử dụng tại nhà hoặc cho mục đích kinh doanh bằng cách sử dụng quy mô nhỏ Máy in 3D.
Bước đầu tiên trong in 3D bao gồm việc tạo bản thiết kế của vật thể cần in. Khi người dùng có thiết kế 3D, họ gửi nó đến máy in để nhận dữ liệu, kéo vật liệu qua ống, làm tan chảy và đặt nó vào một tấm kim loại nơi nó nguội ngay lập tức. Vật thể 3D được tạo ra thông qua việc xếp lớp, vì máy in sẽ thêm từng lớp vật liệu một cho đến khi tạo thành một cấu trúc hoàn chỉnh.
Tổng quan về ngành in 3D
Thị trường in 3D đã trải qua sự tăng trưởng ổn định. Năm 2023, thị trường toàn cầu đạt mức định giá là 20.67 tỷ USD – con số dự kiến sẽ tăng lên 91.8 tỷ đô la Mỹ vào năm 2032. Các nhà phân tích thị trường dự đoán mức tăng trưởng này sẽ đạt tốc độ tăng trưởng kép hàng năm (CAGR) là 18.92%.
Sự bùng nổ của công nghệ kỹ thuật số đang tác động đến sự phát triển của ngành công nghiệp in 3D, lý tưởng cho sản xuất hiện đại. Nhiều quốc gia đã áp dụng công nghệ in 3D, với Hoa Kỳ nổi lên là quốc gia chi tiêu nhiều nhất cho việc mua máy in 3D vào năm 2023, chiếm hơn 34% thị phần. Khi nhu cầu về công nghệ in 3D tiếp tục tăng, các doanh nghiệp tìm được nguồn cung ứng công cụ in 3D phù hợp sẽ được hưởng lợi từ thị trường rộng lớn này.
7 loại công nghệ in 3D
Có một số loại công nghệ in 3D được sử dụng thực tế trên toàn thế giới. Hiểu được các loại này có thể giúp các nhà bán lẻ đưa ra quyết định sáng suốt khi dự trữ sản phẩm và nâng cao lựa chọn sản xuất dựa trên nhu cầu. Chúng bao gồm:
1. In li-tô lập thể (SLA)
Ảnh lập thể, hay SLA, là một quy trình in 3D sử dụng tia laser để làm đông nhựa lỏng thành nhựa cứng. Hệ thống SLA phổ biến nhất là hệ thống SLA đảo ngược hoặc lập thể ngược.
Tùy thuộc vào từng loại máy, nhựa sẽ được người dùng đổ vào bình chứa hoặc được phân phối tự động từ hộp mực.
Khi bắt đầu in, một bệ in được hạ xuống nhựa, chỉ để lại một lớp chất lỏng mỏng giữa khu vực in và đáy bể.
Một tấm kính trong suốt ở đáy bể nhựa cho phép các máy đo điện điều khiển tia laser UV, phác họa mặt cắt ngang của mô hình 3D và làm cứng vật liệu một cách có chọn lọc. Bản in được tạo thành các lớp liên tiếp, mỗi lớp có độ dày dưới 100 micron.
Sau khi hoàn thành một lớp, bệ sẽ được hạ xuống lần nữa và bộ phận đó sẽ được bóc ra khỏi đáy bể để nhựa mới có thể chảy bên dưới.
Được phát triển ban đầu vào những năm 80, SLA chỉ giới hạn ở các máy công nghiệp lớn cho đến gần đây. Ngày nay, công nghệ in thạch bản để bàn cung cấp dịch vụ in 3D giá cả phải chăng, độ phân giải cao, phù hợp với không gian làm việc của người dùng.
SLA cho phép sử dụng nhiều loại vật liệu với nhiều tính chất vật lý khác nhau. Cho dù là kỹ sư, nhà thiết kế sản phẩm, nhà điêu khắc, thợ kim hoàn hay nha sĩ, đều có vật liệu phù hợp với ứng dụng của họ.
2. Xử lý ánh sáng kỹ thuật số (DLP)
In xử lý ánh sáng kỹ thuật số hoặc DLP, quá trình thực tế để xử lý và sản xuất vật thể 3D giống như in 3D SLA, ngoại trừ một độ lệch. Quang trùng hợp sử dụng tia laser để chiếu bản sao 3D của vật thể lên bề mặt bể, tạo ra một lớp trên một lớp khác.
Trong trường hợp xử lý ánh sáng kỹ thuật số, tia laser được thay thế bằng đèn hồ quang hoặc nguồn sáng. Ánh sáng được chiếu theo hình dạng mong muốn trên bề mặt của polyme lỏng và polyme lỏng cụ thể được làm cứng dễ dàng, giúp tiết kiệm thời gian hơn so với tia laser để tạo hình. Kết quả là quá trình in 3D nhanh hơn SLA.
Xử lý ánh sáng kỹ thuật số sử dụng nhiều loại vật liệu khác nhau như nylon, ABS và nhựa nhiệt dẻo. Do đó, nó rất linh hoạt. Nó cũng sản xuất nhiều hình dạng khác nhau bằng cách sử dụng phương pháp in từ dưới lên ở độ phân giải cao.
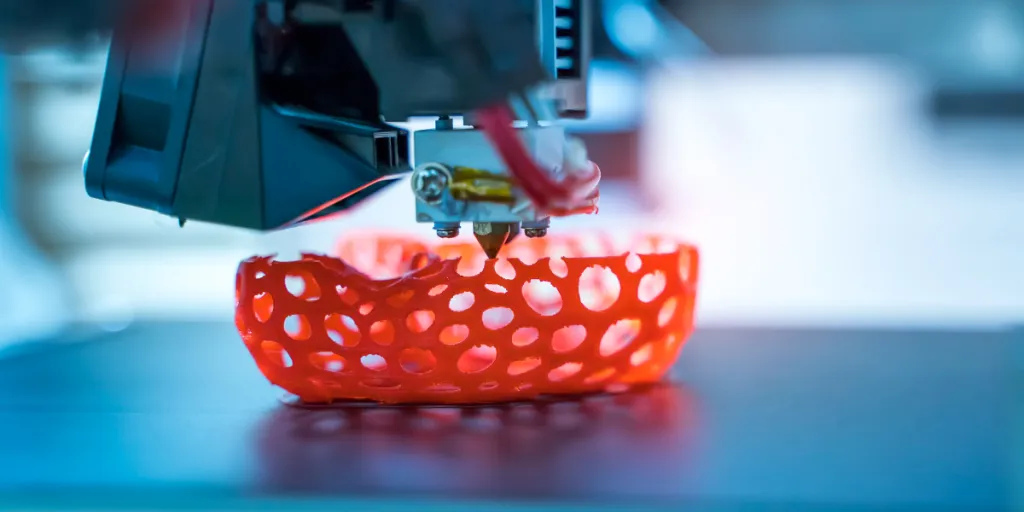
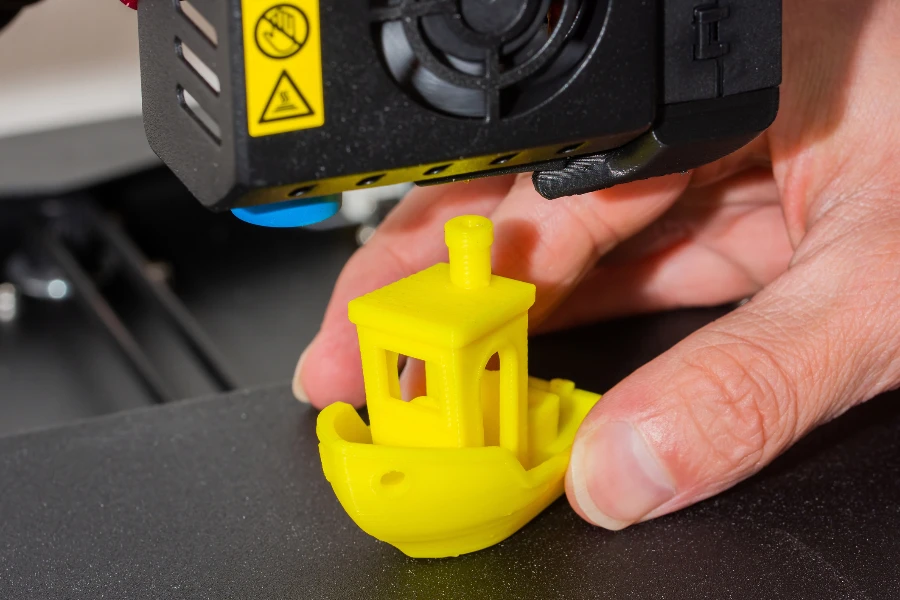
3. Mô hình lắng đọng hợp nhất (FDM)

Quy trình in 3D phủ lớp này sử dụng vật liệu nhiệt dẻo cấp sản xuất để sản xuất cả nguyên mẫu và các bộ phận sử dụng cuối.
Công nghệ này được biết đến là tạo ra các chi tiết đặc điểm chính xác và có tỷ lệ sức mạnh trên trọng lượng tuyệt vời. Nó lý tưởng cho các mô hình khái niệm, nguyên mẫu chức năng, hỗ trợ sản xuất và các bộ phận sử dụng cuối khối lượng thấp.
Quá trình FDM bắt đầu bằng cách “cắt” dữ liệu CAD 3D thành nhiều lớp. Sau đó, dữ liệu được chuyển vào máy để xây dựng từng lớp chi tiết trên nền tảng xây dựng.
Các cuộn mỏng giống như sợi chỉ của nhựa nhiệt dẻo và vật liệu hỗ trợ được sử dụng để tạo ra từng mặt cắt ngang của từng bộ phận. Giống như súng bắn keo nóng chảy, vật liệu chưa cuộn được đùn chậm qua các vòi phun được làm nóng kép. Với độ chính xác, các vòi phun đặt cả vật liệu hỗ trợ và in 3D lên các lớp trước đó.
Vòi phun đùn tiếp tục di chuyển theo mặt phẳng XY nằm ngang trong khi bệ dựng di chuyển xuống, dựng từng lớp chi tiết. Người dùng tháo chi tiết đã hoàn thiện khỏi bệ dựng và vệ sinh vật liệu hỗ trợ.
Các bộ phận RAW FDM có các đường lớp có thể nhìn thấy. Nhiều tùy chọn hoàn thiện như chà nhám bằng tay, lắp ráp hoặc sơn mỹ phẩm có thể được áp dụng để tạo ra các bộ phận có bề mặt mịn và đều.
Trong khi các bộ phận FDM được chế tạo bằng nhựa nhiệt dẻo như ABS, polycarbonate và ultem, chúng vừa có chức năng vừa bền.
4. thiêu kết laser chọn lọc (SLS)
In SLS là phương pháp in laser dựa trên bột sử dụng bột làm nguyên liệu thô thay vì sợi hoặc nhựa. Quá trình in bắt đầu bằng cách hạ thấp một bể chứa bột và đổ đầy bột nhiệt dẻo, thường là nylon.
Các hạt tạo nên bột có hình tròn, đường kính nhỏ hơn 100 micron và có kết cấu mịn. Điều này cho phép bột được trải thành một lớp mỏng, dày đặc, điều này rất quan trọng đối với sự thành công của bản in SLS.
Trước khi bắt đầu in, bột được nung nóng ngay dưới nhiệt độ nóng chảy của nó thông qua các cuộn dây gia nhiệt và trong một số trường hợp, đèn hồng ngoại. Bột được giữ ở nhiệt độ này trong suốt quá trình in để tia laser dễ dàng làm tan chảy bột hơn vì chỉ cần một lượng năng lượng nhỏ. Nó cũng ngăn không cho phần in bị cong vênh do sự thay đổi nhiệt độ.
Một máy rải bột như lưỡi dao hoặc con lăn tạo ra một lớp mỏng đồng nhất trên nền tảng xây dựng; sau đó, tia laser làm nóng có chọn lọc các vùng của khu vực xây dựng để làm tan chảy bột theo hình dạng xác định. Phần này được lặp lại, với mỗi phần cao hơn sau mỗi lớp.
Cần phải rõ ràng rằng nếu có lỗi hoặc hiện vật trong bột, những lỗi này sẽ chuyển trực tiếp sang bộ phận, dẫn đến tính chất cơ học kém hoặc có thể hỏng bản in. Đó là lý do tại sao các lớp mịn, đồng đều lại quan trọng.
Khi mọi việc diễn ra tốt đẹp, bột chưa được đưa vào sẽ bao bọc hoàn toàn phần in. Điều này có nghĩa là vật liệu hỗ trợ không cần thiết cho in SLS; bất kỳ hình dạng nào cũng có thể được in. Hạn chế duy nhất là cần có đủ không gian để loại bỏ bột rời sau khi in.
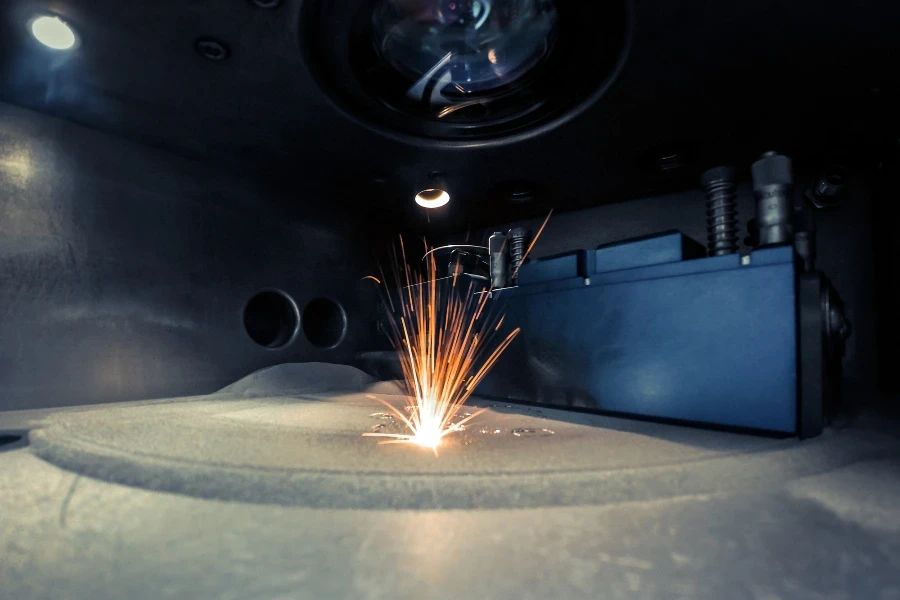
5. Nung chảy bằng laser chọn lọc (SLM)

nấu chảy laser chọn lọc Quá trình này sử dụng vật liệu dạng bột kim loại để tạo ra vật thể theo từng lớp. Nó được sử dụng để tạo ra các vật thể bằng nhiều loại kim loại khác nhau, thường có mật độ cao. Công nghệ in 3D này sử dụng tia laser để làm tan chảy bột kim loại, làm nguội và đông cứng bột kim loại.
Mỗi chu kỳ laser tạo ra một lát cắt mới của vật thể đang được tạo ra, sau đó sàn làm việc được hạ xuống đúng bằng độ dày của một bên khi một dụng cụ cạo phân phối lại bột. Kim loại nóng chảy đông lại và quá trình được lặp lại.
Tia laser sẽ hợp nhất các lớp cũ và mới cho đến khi hoàn thành nguyên mẫu. Mỗi thành phần được hàn vào bệ làm việc bằng giá đỡ rời sau khi tháo rời thành phần.
Sản phẩm hoàn thiện được loại bỏ bột tái chế chưa sử dụng và loại bỏ bột thừa, tạo ra các sản phẩm được sản xuất chính xác và rất chắc chắn.
Nung chảy bằng laser chọn lọc chứng minh được giá trị của nó khi các thành phần phức tạp cần được sản xuất nhanh chóng. Nó cũng cho phép sản xuất các sản phẩm phức tạp với các thành phần chức năng tích hợp như làm mát phù hợp.
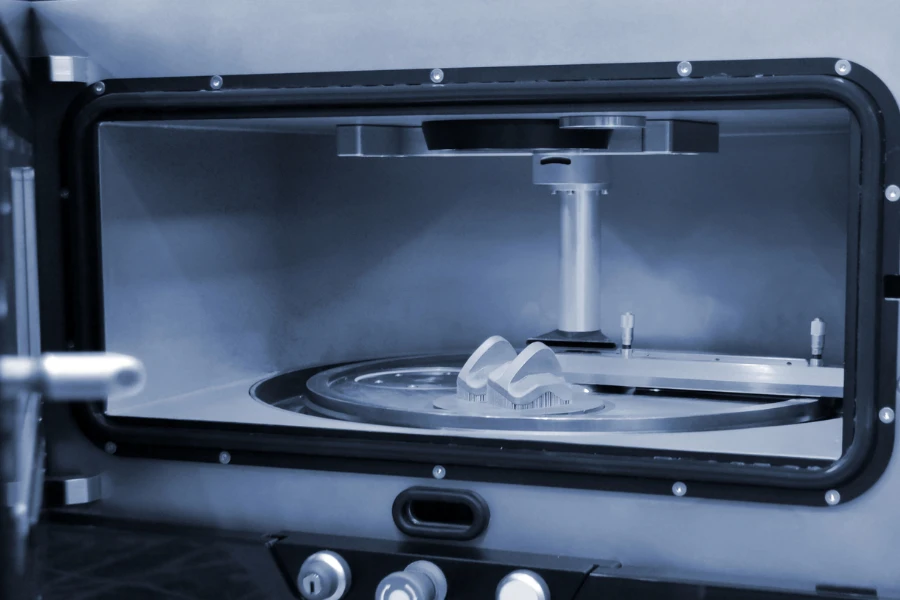
6. Nung chảy chùm điện tử (EBM)
Nung chảy chùm tia điện tử là một quy trình sản xuất gia công kim loại với điểm khởi đầu là một lớp bột kim loại được nung chảy từng lớp để tạo thành phần kim loại rắn bằng chùm tia điện tử.
So với các kỹ thuật nung chảy bột laser phổ biến hơn như SLS và SLM, đây là một quá trình năng lượng cao, do đó sử dụng chùm tia điện tử.
Quá trình nung chảy chùm tia điện tử thường diễn ra bên trong máy dưới điều kiện chân không ở nhiệt độ cao. Người dùng bắt đầu bằng cách rải một lớp bột kim loại trên khắp khu vực xây dựng và làm nóng trước tất cả bột đó. Sau đó, chùm tia điện tử sẽ nung chảy nó bằng cách làm tan chảy những nơi cần thiết để xây dựng vật thể.
Quá trình này được lặp lại để cuối cùng tạo ra một khối bán rắn hoặc một khối bột chứa các vật liệu dạng hạt đã được làm nóng trước. Bước tiếp theo là phải ngắt nguồn điện cho khối và sau đó tiếp tục quy trình làm việc.
Một trong những lợi ích của EBM là nguồn năng lượng cao hơn giúp có thể sử dụng đường kính lớn hơn bột kim loại, cũng dễ làm việc hơn. Nó cũng không có bất kỳ nguy cơ hô hấp nào khi làm việc với bột mịn. Do đó, với EBM, có thể làm việc với bột và ở gần nó mà không cần thiết bị an toàn đặc biệt.
Một lợi thế khác của phương pháp nung chảy chùm tia điện tử là nó diễn ra ở nhiệt độ cao hơn so với phương pháp nung chảy bột bằng laser. Điều này có nghĩa là quản lý tốt hơn các ứng suất nhiệt, ít cong vênh và biến dạng hơn, và độ chính xác về kích thước tốt hơn.
Công nghệ nung chảy chùm tia điện tử thường được sử dụng để chế tạo vật liệu cấy ghép y tế, mặc dù nó cũng được sử dụng trong kỹ thuật hàng không vũ trụ và ô tô.
7. Sản xuất vật thể nhiều lớp (LOM)
Công nghệ in 3D khác là sản xuất vật thể nhiều lớp. Sản xuất vật thể nhiều lớp, hay LOM, là một quy trình tạo mẫu nhanh trong đó các lớp giấy tráng, nhựa hoặc kim loại nhiều lớp được dán lại với nhau thành công và cắt thành hình dạng bằng dụng cụ cắt hoặc máy cắt laser.
Mỗi lớp của quy trình xây dựng chứa các mặt cắt ngang của một trong nhiều bộ phận. Trước khi quá trình xử lý bắt đầu, một hình ảnh từ tệp STL có nguồn gốc từ CAD được đưa vào máy in. Phần mềm hệ thống LOM tính toán và kiểm soát các chức năng cắt lát, trong khi quá trình cán màng và định hướng đối tượng diễn ra thủ công.
Trong quá trình xây dựng, hệ thống tạo ra một mặt cắt ngang của mô hình 3D, đo chiều cao chính xác của mô hình và cắt mặt phẳng ngang theo đó. Sau đó, phần mềm sẽ chụp ảnh các đường chéo và chu vi của mô hình.
Một chùm tia lớn hơn sẽ cắt độ dày của từng lớp vật liệu tại một thời điểm và sau khi đốt cháy toàn bộ chu vi, ranh giới của mô hình sẽ được giải phóng khỏi phần còn lại của tấm vật liệu.
Nền tảng với các lớp được hình thành trước đó sẽ hạ xuống và một phần vật liệu mới sẽ tiến lên.
Nền tảng nâng lên, và một con lăn được gia nhiệt cán vật liệu thành chồng bằng một chuyển động qua lại duy nhất, liên kết nó với lớp trước đó. Sau đó, một bộ mã hóa theo chiều dọc đo chiều cao của chồng và chuyển tiếp chiều cao mới đến lát cắt. Trình tự này tiếp tục cho đến khi tất cả các lớp được xây dựng.
Việc xử lý vật liệu diễn ra sau khi vật liệu được định hình đầy đủ, bao gồm việc tách phần cán mỏng ra khỏi khối LOM. Sau khi tách, vật thể có thể được chà nhám, đánh bóng hoặc sơn theo ý muốn.
Cách chọn quy trình in 3D phù hợp
Các doanh nghiệp có thể lựa chọn đúng 3D in phương pháp chỉ khi họ xem xét một số yếu tố chính. Sau đây là ba yếu tố chính cần ưu tiên trước khi đầu tư vào một công nghệ cụ thể.
1. Khả năng sản xuất hoặc quy trình
Đầu tiên, khi lựa chọn công nghệ in 3D, cần phải xem xét đến tính thực tế của quy trình tạo ra sản phẩm. Các đặc điểm vật lý của vật thể được sản xuất có thể giúp người dùng thu hẹp phương pháp in. Những đặc điểm này bao gồm độ dày, độ chính xác, kích thước hoặc cấu trúc hỗ trợ mong muốn của sản phẩm hoàn thiện.
Ví dụ, độ dày thành tối thiểu trong in SLA là 0.6mm, trong khi xử lý ánh sáng kỹ thuật số có thể chứa tới 0.2mm. Kết quả của vật thể in là kém chính xác nhất với lắng đọng hợp nhất, trong khi SLA là chính xác nhất và có độ phân giải cao nhất.
Trong khi SLS hoặc SLA phù hợp cho hầu hết các nhu cầu in 3D thì các thiết kế phức tạp hơn đòi hỏi phải có chuyên gia xử lý có thể đạt được thông qua in FDM, EBM hoặc LOM.
2. Đặc điểm hoặc chức năng của các bộ phận cuối

Một cách khác để chọn quy trình in 3D lý tưởng là xem xét chức năng của sản phẩm cuối cùng. Điều này đòi hỏi phải xem xét khả năng không bị ảnh hưởng bởi các điều kiện môi trường, tính linh hoạt, độ cứng và các khía cạnh vật lý khác như khả năng chịu hóa chất và nhiệt, an toàn sinh thái và thậm chí là có thể ăn được hay không.
Việc tiếp xúc với độ ẩm hoặc ánh sáng mặt trời có thể ảnh hưởng đến chất lượng sản phẩm; do đó, khả năng chịu nhiệt và chống ẩm không được đảm bảo. dựa trên nhựa các quy trình như SLA hoặc DLP. Do đó, người dùng có thể cân nhắc các phương pháp dựa trên truyền bột như công nghệ in EBM, SLM hoặc LOM. Ngoài ra, các mặt hàng được in bằng các công nghệ này có tính chất hóa học mạnh nhất.
Điều này có nghĩa là SLA và DLP sẽ phù hợp để in các vật liệu không tiếp xúc với các yếu tố bên ngoài khắc nghiệt, trong khi phương pháp thiêu kết laser chọn lọc bằng chùm tia điện tử hoạt động tốt nhất để in các vật liệu cấp công nghiệp.
3. Vật liệu và hoàn thiện

Cuối cùng, các doanh nghiệp phải nhấn mạnh loại vật liệu họ sẽ sử dụng để sản xuất vật thể và độ hoàn thiện họ mong đợi từ bản in. Các vật liệu phổ biến nhất được sử dụng để in 3D bao gồm filament, bộtvà nhựa, trong đó các vật liệu này được phân loại thành polyme hoặc nhựa, kim loại, gốm sứ và vật liệu tổng hợp.
Nhựa cũng được phân loại thành nhựa nhiệt dẻo và nhựa nhiệt rắn. SLS và FDM phù hợp nhất cho nhựa nhiệt dẻo, trong khi công nghệ in tốt nhất cho nhựa nhiệt rắn là quang trùng hợp và Xử lý ánh sáng kỹ thuật số (DLP).
Vật liệu kim loại có chất lượng tốt nhất và phù hợp với các ứng dụng hàng không vũ trụ, ô tô và y tế. Loại vật liệu cũng quan trọng khi tạo ra các bộ phận chắc chắn như bản lề cửa hoặc các bộ phận kim loại khác cho các ứng dụng nhẹ. Các quy trình SLM, LOM và EBM cung cấp các giải pháp in cho các nhu cầu như vậy.
Trong khi đó, các công nghệ in khác nhau này cũng có các lớp hoàn thiện khác nhau. Ví dụ, những người tìm kiếm lớp hoàn thiện mạ hoặc bóng có thể chọn kỹ thuật SLA và FDM. SLA và DLP sẽ thực hiện lớp hoàn thiện trong suốt. Có thể thực hiện lớp hoàn thiện nhuộm hoặc mờ khi sử dụng thiêu kết laser chọn lọc.
Kết luận
Cuối cùng, có nhiều công nghệ in 3D khác nhau và việc lựa chọn công nghệ phù hợp phụ thuộc vào nhu cầu của người dùng. Các yếu tố khác, chẳng hạn như vật liệu và tính thực tế, cũng sẽ quyết định loại công nghệ sử dụng. Người dùng sẵn sàng bắt đầu hành trình in 3D thành công có thể khám phá nhiều loại máy in 3D đáng tin cậy trên AliExpress.




 Afrikaans
Afrikaans አማርኛ
አማርኛ العربية
العربية বাংলা
বাংলা Nederlands
Nederlands English
English Français
Français Deutsch
Deutsch हिन्दी
हिन्दी Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Bahasa Melayu
Bahasa Melayu മലയാളം
മലയാളം پښتو
پښتو فارسی
فارسی Polski
Polski Português
Português Русский
Русский Español
Español Kiswahili
Kiswahili ไทย
ไทย Türkçe
Türkçe اردو
اردو Tiếng Việt
Tiếng Việt isiXhosa
isiXhosa Zulu
Zulu